Bincike akan Zabi na Zabi don Ingantaccen Ingantaccen Kayan Siyarwa
M
Aluminum fayafai ana amfani da shi a cikin cookware, Haske na lantarki, Motocin motoci, Buga kararrakin baturin da makamashi, da sauran filayen saboda ƙarancin ƙarfinsu (2.7g / cm³), mai kyau m (Elongation ≥15%), kuma mai kyau thermal conductivity (160-230W /(MİI K)). Sanannen sutturarsu suna buƙatar daidaita buƙatun kamar juriya na lalata, sa juriya, da daidaitawa suna aiki (e.g., rufi, thermal watsin, Tsaron Kayan Abinci). Duk da haka, Zabi mai ban sha'awa ko rashin kulawa na iya rage rayuwar sabis ta 30%-50%. Dangane da substrate halaye na fayel na aluminum da bukatun na aikace-aikace daban-daban, Wannan takarda ta tsara tsarin ƙirar girma don tsarin zaɓi (Abubuwan da ake buƙata na yanayin, Manyan alamun aikin, Subrate Daidaita), Yana kwatanta sigogi na fasaha da kuma satinan aikace-aikacen na yau da kullun (anodizing, foda shafi, Kunnawa, shafi), elabates a kan maki na pre-shafi abubuwan da aka tsara, kuma yana ba da shawara game da dabarun tabbatar da rayuwa don yanayin yanayi daban-daban. Haɗe tare da ƙa'idodin masana'antu kamar GB / t da ISO da na yau da kullun, Ingantaccen tsarin da aka gabatar an tabbatar dashi, Bayar da Tallafi na fasaha don aikace-aikacen injiniya na kayan kwalliya na aluminium.
HW-A. Shigowa da
Yayin aiki da sabis, Rangarilan aluminiuman aluminium suna iya samar da fim ɗin ɗabi'a na ɗabi'a tare da kauri mara kyau (Al₂o₃ Kauri: 2-5nm) a farfajiya. Juriya juriya (tsaka gishiri gishiri spray gwajin ≤24h) da aiki na wannan fim din ya yi nisa daga haduwa da bukatun amfani, Neman Sauran Inganta. A cewar bayanai daga kungiyar samar da masana'antu na kasar Sin, Rage raguwar kayan kwalliyar alumini na alumba saboda tsananin ikon nuna wa ƙasar Sin ya isa 8.7% in 2024, tare da “Zabin da ba a dace ba” lissafin kudi 42% na gazawa da “Rashin kiyayewa” lissafin kudi 35%. Misali, amfani da kayan masana'antu na masana'antu (dauke da karafa masu nauyi kamar kai da kuma cadmium) A kan fayafukan aluminum don cookware yana haifar da haɗarin aminci; Aluminum Ramin Jirgin Jirgin saman waje ba tare da mayafin kaya-mai tsayayya da yanayi ba zai dandana discolor da peeling a cikin shekara guda. Saboda haka, Kafa hanyar zabin kimiyya da tsarin tabbatarwa yana da matukar muhimmanci ga inganta ingancin kayan kwalliya na kayan aluminum da rage farashi mai cike da rayuwa.
Hw-b. Core girma da kuma sansanonin fasaha na kayan haɗin alumini
A. Binciko na bincike dangane da yanayin aikace-aikacen
Core bukatun don sutturar aluminium sun bambanta da mahimman filaye daban-daban, kuma yana da mahimmancin matsaloli a cikin kowane yanayin dole ne a bayyana Farkon farko, kamar yadda aka dakile a cikin tebur da ke ƙasa:
| Nau'in aikace-aikacen aikace-aikace |
Core bukatar shugabanci |
Maballin aiwatarwa |
Ka'idojin masana'antu masu amfani |
Abubuwan da aka haramta |
Lokuta samfurin kayan yau da kullun |
| Filin sadarwa abinci |
Foil ɗin aluminium yana taimakawa don sanin amincinsa da iyawarsa + Jurewa + Mai Sauke Tsabtace |
Hijira M Karfe ≤1mg / KG, Yawan zazzabi ≥200 ℃, Umart na lamba ≥90 ° |
FDA 21 Cfr 175.300, GB 4806.10-2024 |
Haramta kayan kwalliya (Vocs >10MG / M³) da kuma bpa-dauke da kaya |
Abubuwan da basu da kwaro, Kayan Jawilutuka |
| Filin Haske |
A halin da ake yi na thereral + Rufi + Damp zafi juriya |
Aikin da ke da zafin rana ≥0.8W /(MİI K), rufin resistance ≥10¹²¹², Babu rauni bayan 1000h damp zafi juriya gwajin |
GB/T 5169.10-2020, Kai 60664-1 |
Inating kauri >50μm (Haɗin diski), Jurewa < -40℃ ko >180℃ |
LED zafi yana zamewa, Tab ɗin batir |
| Filin mai tsauri na waje |
UV juriya + Gina gishiri + Tasiri juriya |
Quv 1000h de ≤2.0, Maganin gishiri a / ≥1000h, Tasirin Jariri ≥50kgGG · cm |
GB/T 1865-2009, ISO 11507 |
Da pencil wuya <2H (a sauƙaƙe murkushe), Yanayin Desigure <1000h |
Motocin motoci, waje na kayan ado na waje |
| Kasuwanci mai tsauri |
Babban ƙarfi + Low gogayya + Juriya na sinadarai |
HV ≥300, Rassawa mafi inganci ≤0.3, Babu kumburi bayan 1000h mai |
GB/T 1768-2021, ISO 4628-1 |
Tauri <HV250 (a sauƙaƙe sawa), Talauci sunadarai juriya (e.g., ba mai mai mai ba) |
Ƙafafun watsa shirye-shirye, kayan haɗi |
B. Dokar aluminium discustrate halaye akan zaɓi na rufi
Tsarin Jiniri da Tsarin Jiyya na fayel na aluminium kai tsaye shafar adhesion, da substrate sigogi dole ne a bayyana a gaban zabi:
- Surface m (Ra)
-
- Ka'idojin daidaitawa: Matsanancin ƙarancin ra (<0.2μm) yana haifar da isasshen iko na motsi na shafi, yana haifar da sauƙin peoting; m high ra (>1.0μm) yana ƙaruwa yana amfani da amfani da datti da datti.
-
- Range: RA = 0.3-0.5μm ga riguna, R = 0.5-0.8μ 28 na kayan lambu, da ra = 0.2-0.4μm don mayafin lantarki.
- Yanayin Jin zafi
-
- Dayukan da ke da taushi (O-sa fushi, tensile ƙarfi ≤120mpa): Babban lokaci, Ya dace da tambari mai zuwa. Kayan kwalliya tare da kyakkyawar elasticity (elongation a karya ≥15%) Irin su a matsayin m cooking cookings ya kamata a zaɓi don guje wa fatattaka yayin tsari.
-
- Rundunan Lantarki na Lantarki (T6-zafin jiki, tenarfin tenarshe ≥300psa): Babban Hardness da Rashin Tsaro, Ya dace da yanayin aiki mai tsayi. High-Hardness Cookings kamar wuya (HV ≥400) za a iya zaba.
- Surfada fim na Oxide
-
- Fim na halitta na halitta: Copous da sako-sako, Ana buƙatar cire cirewar ta hanyar iya aikawa (e.g., abin tsaftacewa alkaline); in ba haka ba, shafi adheion zai ragu (m-yanke m ≤4b).
-
- Faifofin Canje-canje (e.g., fim ɗin phosphing, Chromate fim): 5-10nm lokacin farin ciki, Iltularfafa Inganta Taka da Ingilishi (ADDU'A ADDIND ≥5B), amma dole ne ya dace da nau'ikan (e.g., Fim na Fim na Fina-Finan, chromate fim don kayan kwalliyar lantarki).

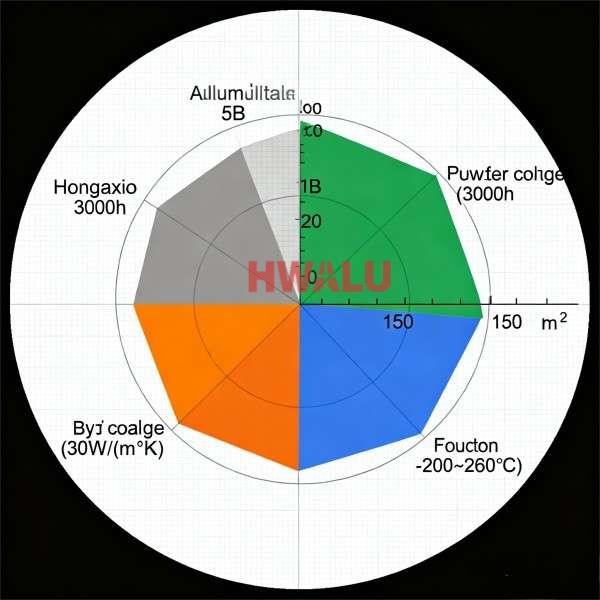
C. Kwatancen Kwatantawa da shawarwarin zaɓi na Mainstream shafi
Hada abubuwan da ake buƙata da halaye masu asara, sigogin da ke haifar da kumburin aikace-aikacen guda huɗu na mahimman bayanai na aluminum suttura aka taƙaita a cikin tebur da ke ƙasa:
| Nau'in shafi |
Core abun da ke ciki |
Kewayon farin ciki (μm) |
ADDU'A ADDU'A |
Gina gishiri (h) |
Jurewa (℃) |
A halin da ake yi na thereral (W /(MİI K)) |
Yarda da Tsaron Abinci |
Yanayin da aka zartar |
Kudin naúrar (RMB / M²) |
| Anodizing |
Tono ani (Cover / Tufafin) |
5-30 |
5B (hade da substrate) |
200-1000 |
-200~ 250 |
15-30 (ba a sani ba) |
Cikas (Bayan tazawa) |
Dafa abinci, zafin rana, kayan ado sassa |
15-35 |
| Foda shafi |
Epoxy guduro / polyester |
50-120 |
5B |
500-1500 |
-40~200 |
0.1-0.3 |
Mai yarda sosai (abinci-aji foda) |
Motocin motoci, sassan waje, kayan daki |
20-45 |
| Kunnawa |
Resin / acrylic guduro |
10-50 |
5B |
800-2000 |
-40~ 180 |
0.2-0.5 |
Wanda bai dace ba (ya ƙunshi amses) |
Abubuwan da ke rufin lantarki, Kayan aiki |
25-50 |
| Shafi |
Polytetrafluoroowethylene (Ptfe)/Flaroresin |
10-40 |
4B-5b |
1500-3000 |
-200~ 260 |
0.2-0.4 |
Cikas (abinci na abinci) |
Cututtuka na tsayi, m & sassan da ke jurewa |
80-150 |
D. Kayan zaben na yawan kuɗi don ɗaukar alamun aikin
Dole ne a bayyana shi a matsayin alamun alamun mahalli daidai da ka'idojin masana'antu don gujewa “Zabi” ko “Rashin isasshen aiki”:
- Juriya juriya: Tsakanin gishirin gishiri (GB/T 10125-2021) - ≥1000 don yanayin waje, ≥500h don yanayin cikin gida; Gwajin Acidic spray (ph = 3.0) - ≥500h don mahalli masana'antu.
- M: Gwajin da aka yanke (GB/T 9286-1998) - ≥5B (babu peeling) don substrates na ƙarfe; gwada gwajin (GB/T 1731-1993) - babu fatattaka ko peeling bayan 180 ° lanƙwasa.
- Jurewa: Babban zafin zafin-zafi (GB/T 1735-2009) - Bambancin launi ≤ ≤3.0 da kuma Rukunin Raura da Adshuwa ≥90% bayan 1000h a 200 ℃; Babu wani tsallake bayan mummunan zafin jiki (-40℃ na 2h).
- Manufofin Imani Masu Aiki: Catikawar kayan abinci dole ne gwajin ƙaura (GB 4806.10-2024) tare da nauyi huhun karfe ≤1mg / kg; Muryar sutturar dole ne su wuce gwajin asarar gwaji (GB/T 1408.1-2016) tare da asarar adalci ≤0.02 (1khz).
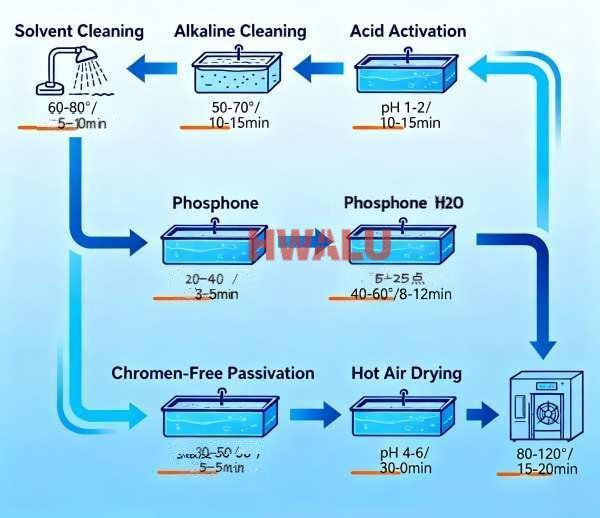
Hw-c. Pre-shafi maganganu na pre-coutses don fayafai na aluminium (Mahadar key don tabbatar da ingancin sa)
Takaddun aikawa kai tsaye yana shafar murfin adon da ƙarko, na bukatar daidaitaccen aikin aiki na “tsabtatawa – cirewar tsatsa – yi hira – daidaituwa”. Sigogi na kowane mataki ana nuna a cikin tebur da ke ƙasa:
| Protecement mataki |
Hanyar tsari |
Reagent / sigogi masu aiki |
Yanayin aiki (Zazzabi / Lokaci) |
M Inabin Ma'anar Aiki |
Dace da nau'ikan shafi |
| Surface tsinkaye |
Tsaftacewa |
N-hexane / ISOPPANOL (Vocs <100g / l) |
20-40℃ / 5-10min |
Kudaden cire mai ≥98%, surface mai tsabta ≤grade 1 |
Duk nau'ikan shafi |
| Surface tsinkaye |
Abin tsaftacewa alkaline |
Naw (5%-8%) + Surfactant (0.5%-1%) |
40-60℃ / 5-8min |
Dabbobin Cire dabbobi / Kayan Kayan lambu ≥95%, substrate nauyi asara ≤1g / M² |
Anodizing, foda shafi |
| Cirewar tsatsa & Kunnawa |
Aiwatar da kunnawa |
Ɓarke (10%-15%) + Haf (0.5%-1%) |
20-30℃ / 2-5min |
Tsarin Oxide na Farko 100%, Ra = 0.3-0.5μ |
Anodizing, shafi |
| Cirewar tsatsa & Kunnawa |
Kundin Sandblesting |
Safarar rubotse (80-120 raga), matsa lamba 0.3-0 5mma |
Zazzabi daki / Distance 15-20cm |
Daidaituwa surface, Roudee Room ≤5mg / M² |
Foda shafi, Kunnawa |
| Juya yarjejeniya |
Jiyya na Phosphate |
Magin-tushen mafita (Zn²⁺ 10-15G / L) |
35-45℃ / 10-15min |
Yunin Fim na Phasphing 5-8nm, P abun ciki ≥1.500 / m² |
Foda shafi, Kunnawa |
| Juya yarjejeniya |
Chromate pasivation |
Maganin chromate (Cr ⁶⁺ 2-5G / l) |
20-30℃ / 3-5min |
Fim na Fasali, Adshinion ≥5b |
Kunnawa (Ramiri) |
| Juya yarjejeniya |
Passium-Kyauta |
Zirconium-tushen maganin canzawa (ZR⁴⁺ 1-3g / l) |
25-35℃ / 5-8min |
Ra'ayin Chromium-Kyauta-Kyauta Mai kauri 3-5nm, gishirin spraysuriya ya inganta ta 25%-30% |
Anodizing, shafi |
| Daidaitawa |
Kyakkyawan Polishing |
800-1200 Grit Sand (rigar polishing) |
Zazzabi daki / Matsi mai ƙarfi 0.1-0.2PTA |
Ra = 0.2-0.3μm, farfajiya mai farfajiya ≤0.1μm |
Kayan kwalliya don diskip na lantarki |
| Daidaitawa |
Zafi iska bushe |
Iska mai zafi (80-100℃), Jirgin ruwa na sama 1-2m / s |
80-100℃ / 10-15min |
Aster danshi abun ciki ≤0.5%, Babu alamar ruwa |
Duk nau'ikan shafi |
Hw-d. Dandalin tabbatarwa na rayuwa game da kayan kwalliya na kayan kwalliya
A.DALELD KUDI: Yin rigakafin-wanda aka daidaita don rage lalacewa
- Aluminum Discs don lambar abinci (e.g., Abubuwan da basu dace ba)
-
- Tsabtatawa: Yi amfani da zane mai taushi (Guji ulu ulu) tsoma a cikin kayan wanka (pH 6-8) domin tsaftacewa; hana tsawo soaking (≤30min) a cikin m acid (e.g., farin vinegar) ko alkalis (e.g., Yin burodi soda).
-
- Amfani: Guji busassun bushewa (zazzabi ≤250 ℃) da tasiri mai wahala (e.g., spatula buga) Don hana tsinkaye (karantarwa ≤5μm za a iya gyara, yayin da karce >10Nemi).
- Canjin yanayi na waje-mai tsauri (e.g., Motocin motoci)
-
- Tsabtatawa na yau da kullun: Kurkura tare da ruwa mai tsabta kowane 1-2 makonni don cire ƙura da ruwan sama na acid; Yi zurfin tsaftacewa tare da mai tsabtace micro mai tsabta (pH 7-9) kowane 3 watanni don kauce wa tarin gishiri.
-
- Karewa: SPray yanayin aiki mai tsaurin-yanayi (e.g., Silane-based) Sau ɗaya a shekara kafin lokacin damina don inganta hydrophobiity (Umarnin lamba ≥100%) kuma mika rayuwa mai gishiri da 20%.
- Aluminum Discs na Haske Haske na lantarki (e.g., LED zafi yana zamewa)
-
- Cire ƙura: Bude ƙurar ƙasa tare da iska mai iska (matsin lamba 0.1-0.2-0) kowane 3 watanni don hana tara ƙura daga matsanancin dissipation (kauri >10μm ya rage aikin da ya gabata 15%).
-
- Muhallin muhalli: Guji amfani da babban zafi (Rho >85%) ko wuraren da aka gurbata; Idan gurbacewar mai, Shafa tare da isopropanol (An haramta barasa don hana coating).
B. Binciken yau da kullun: Gano lokaci na gazawar farkon
- Binciko na gani: Gudanar da rajistar gani da kuma rikodin ko haɗin gwiwa yana da lahani masu zuwa:
-
- Ɓarnawa: Bambancin launi ΔE >3.0 (An gwada shi da launi, GB/T 11186.3-1989) - Bincika ko yana lalacewa ta UV tsufa ko isasshen iskar is.
-
- Kwasfa: Yankin Peoting na gida >1cm² - bincika ko ya kasance saboda rashin isasshen masara ko substros.
-
- Scratches: Zurfi >5μm (An gwada shi da kayan haɗin kauri, GB/T 4956-2003) - kimantawa ko aikin ya shafa (e.g., Scratches akan infulating sutturar sutturar saukarwa).
- Aikin gyara: Gudanar da manyan gwajin ayyukan kowane 6-12 watanni:
-
- M: Siyarwa ta hanyar Hanyar Tsaro - Idan Ingheion Rasa Daga 5B zuwa 4B, Yi gyara na gida; Idan ta sauka kasa 3b, hali gaba daya recoching.
-
- Juriya juriya: Gudanar da gwajin karamin gishiri (Takardar gishirin gishiri, ISO 10289) - Idan yankin da aka ba da izini na takarda gwajin >10%, karfafa kulawa ta rigakafi.
-
- Aiki: Rayayyewar rufewa / Tsarin Haskakawa na Aluminum na Aluminum - Idan raguwar ya wuce 20%, Sauya murfin.
C. Gyara gyaran: Shirye-shiryen gyara
- Ƙananan lalacewa (e.g., Karamin kararraki, Rashin daidaituwa)
-
- Tsarin gyara: Yaren mutanen da aka lalata tare da 400-600 Grit Sand (Fadada yankin da aka goge zuwa 2-3 Lokaci da aka lalace don guje wa matakai); Bayan tsaftacewa, Aiwatar da zanen gyara (e.g., Anodizing gyaran ruwa, foda shafi na gyara foda); warkarwa a wannan zafin jiki kamar yadda ainihin shafi (e.g., 180-200℃ Don 15-20min don mayafin verder).
-
- Bukatun aiki: Bayan gyara, Adshinion ≥4B, bambanci mai launi ≤2.0, da masu nuna alamun aiki sun dawo da su 90% na asali shafi.
- Lalacewar matsakaici (e.g., Peoting na gida, Scratches >10Deep)
-
- Tsarin gyara: Polish da peeled yankin tare da 120-240 Grit sandpaper don bijirar da subrate; Sake sake aiwatar da kwastomomi na gida (Digory → mai tsabtatawa → pasevation); fesa guda shafi kamar yadda na asali; Bayan magance, yi kyau polishing tare da 800 Grit Sandon don tabbatar da shimfidar wuri (Ra ≤0.8μm).
-
- Hanyar Aiki: Ramuka na aluminum tare da yankin da ya lalace ≤10% - rayuwar sabis bayan gyara na iya isa 80% na asali shafi.
- Mummunar lalacewa (e.g., Manyan fille, Shafi mai fasahar, Substrate lalata)
-
- Tsarin magani: A halin gaba ɗaya fenti paint (Yin amfani da alkaline fenti: Naw 8%-12%, zazzabi 50-60 ℃, Lokaci 30-60min, fenti sile kudi ≥98%); sannan ka sake aiwatar da cikakken kwatankwacin tsari, A tsananin sarrafa tsari don dacewa da ainihin shafi.
-
- Bayanin kula: Bayan fenti suttura, Gwada kauri mai kauri (asarar nauyi mai nauyi ≤5%); Idan kauri mai kauri kasa da 90% na ƙirar ƙira, Sauya Disc Disc.
Hw-e. Tabbatar da kararraki na yau da kullun
A. Aluminum Discs na cookware (Abubuwan da basu da kwaro)
- Substrate sigogi: 1060 aluminum fayafai (O-sa fushi, diamita 260mm, kauri 3mm, Ra = 0.4μm)
- Zabi: Autizing mai wuya (kauri 15-20μm) + Abinci-aji ptfe inji (kauri 10-15μm)
-
- Zabi mai hankali: Anodized yana samar da babban ƙarfi (HV ≥350) da kuma adhesion; PTFE CININAT yana ba da kayan aikin da ba su dace ba (Umarnin lamba ≥110 °) da kiyaye lafiyar abinci (ya hadu da FDA 21 Cfr 175.300).
- Tsari mai faɗi: Abin tsaftacewa alkaline (Naw 6%, 50℃, 8min) → acid kunnawa (Ɓarke 12% + Haf 0.8%, 25℃, 3min) → passium-kyauta (Zr⁴⁺ 2G / L, 30℃, 6min) → zafi bushe (90℃, 12min)
- Matakan kulawa: Tsabtace yau da kullun tare da zane mai taushi; duba shafi mutuwar kowane 6 watanni; Gyara kananan scratches tare da ruwa gyaran ptfe.
- Tasirin aikace-aikace: Rayuwar sabis tana zuwa 3 shekaru (1.5 Shekaru don ciro na al'ada); Babu lalacewa bayan bushewar bushe a 250 ℃ don 30min; Babu madaidaicin ƙarfe a cikin gwajin lambar abinci.
B. Ramuka na aluminum na motoci masu motoci
- Substrate sigogi: 6061 aluminum fayafai (T6-zafin jiki, diamita 18 inci, kauri 8mm, Ra = 0.6μm)
- Zabi: Pherphing na Zinc (Yawan farin cikin fim 6nm) + polyester foda shafi (kauri 80-100μm, da 20μm bayyananniyar gashi)
-
- Zabi mai hankali: Foda mai rufi yana samar da juriya na 1500h mai tsayayyaki da 1000h UV tsufa juriya (ΔE ≤1.5); A bayyane mayafin inganta juriya (Harshen fensir 2h).
- Tsari mai faɗi: Tsaftacewa (noopropanol, 30℃, 5min) Yakin Sandblasting (100-raga raga, 0.4MPa) → phosphing (Zn²⁺ 12g / l, 40℃, 12min) → zafi bushe (80℃, 10min)
- Matakan kulawa: Kurkura tare da ruwa mai tsabta kowane 2 sati; Tsaftace tare da mai tsabtace mai tsabta kowane 3 watanni; Siyarwa Silane Silane Center Silane shekara shekara.
- Tasirin aikace-aikace: Babu tsawa ko lowing bayan 2 shekaru na amfani da waje; Faɗin lalata a cikin giciye-yanke ≤0.5mm bayan gwajin gishiri, Haɗu da ƙa'idodin masana'antar kera motoci (QC / t 1022-2015).
HW-F. Kammalawa da masu yiwuwa
Zabi na sutturar kayan kwalliya dole ne su bi dabaru na “Abubuwan da ake buƙata na yanayin – wasan kwaikwayon aiki – Subrate Daidaita”. Ya kamata a ba da fifiko don mahimman matsaloli kamar amincin abinci, Yanayin Desigure, da kuma rufi. An tabbatar da Ingantaccen Smesings ta hanyar matakan bayyana (tsabtatawa – yi hira – daidaituwa), da rayuwar sabis na ta hanyar ƙayyadaddun dabarun tabbatarwa (Rigakafin yau da kullun – Binciken yau da kullun – Gyara gyara). Ka'idojin sun nuna cewa zabin kimiyya da tabbatarwa na iya haɓaka rayuwar sabis na kayan kwalliyar aluminium ta hanyar 50%-100% kuma rage farashin cikakken rai ta hanyar 30%. Sabon da aka kara “Aikace-aikace na aikace-aikacen” kuma “Pretreatment tsari tsari tebur” ƙarin gyara mahimmin bayani, Bayar da madaidaitan ka'idodin aiki na kai tsaye don samar da aiki.
Ya kamata a maida hankali gaba: 1. R&D na m cookings (e.g., Passium-Kyauta, cooks-cooks foda tare da vocs thission <50g / l); 2. Kayan aiki da aka hade (e.g., Warkar da warkarwa tare da scratch da kansa a tsakanin 12h; mai kula da kayan kwalliya da aka haɗa da suturar da aka haɗa tare da ƙwararren yanayin zafi ≥1.0W /(MİI K) da kuma rufewa juriya ≥10¹²¹²); 3. Kiyayewa (e.g., mai shafi kundin hankalin lafiyar kiwon lafiya don gargadin gaske), inganta haɓakar haɓakar aluminium disk disk disk disculation “Babban inganci, muhalli na muhalli, da hankali”.
