Onderzoek naar selectie- en onderhoudstechnologieën voor oppervlaktecoatings van aluminium schijven
Abstract
Aluminium schijven worden veel gebruikt in kookgerei, elektronische koellichamen, wielnaven voor auto's, nieuwe energiebatterijbehuizingen, en andere velden vanwege hun lage dichtheid (2.7g/cm³), uitstekende ductiliteit (verlenging ≥15%), en goede thermische geleidbaarheid (160-230met(m·K)). Hun oppervlaktecoatings moeten voldoen aan eisen zoals corrosiebestendigheid, slijtvastheid, en functioneel aanpassingsvermogen (bijv., isolatie, thermische geleidbaarheid, veiligheid van voedselcontact). Echter, Een onjuiste keuze van de coating of gebrek aan onderhoud kan de levensduur verkorten 30%-50%. Gebaseerd op de substraateigenschappen van aluminium schijven en kernvereisten van verschillende toepassingsscenario's, dit artikel analyseert systematisch de belangrijkste dimensies voor coatingselectie (scenariovereisten, prestatie-indicatoren, aanpassingsvermogen van het substraat), vergelijkt technische parameters en toepassingsgebieden van reguliere coatingtypen (anodiseren, poedercoating, elektroforetische coating, fluorkoolstof coating), gaat dieper in op de kernpunten van voorbehandelingsprocessen voor pre-coating, en stelt onderhoudsstrategieën voor de volledige levenscyclus voor verschillende scenario's voor. Gecombineerd met industriestandaarden zoals GB/T en ISO en typische toepassingsgevallen, de effectiviteit van de voorgestelde regelingen wordt geverifieerd, het bieden van technische ondersteuning voor de technische toepassing van aluminium schijfcoatings.
HW-A. Invoering
Tijdens verwerking en service, aluminium schijven hebben de neiging een natuurlijke oxidefilm met ongelijkmatige dikte te vormen (Al₂O₃-dikte: 2-5nm) op hun oppervlak. De corrosieweerstand (neutrale zoutsproeitest ≤24u) en functionaliteit van deze film voldoen verre van aan de praktische behoeften, coatingverbetering vereist. Dat blijkt uit gegevens van de China Nonferrous Metals Industry Association, het schrootpercentage van aluminiumschijven als gevolg van falende coating in China is bereikt 8.7% in 2024, met “onjuiste selectie” verantwoording afleggen 42% van de oorzaken van storingen en “gebrek aan onderhoud” verantwoording afleggen 35%. Bijvoorbeeld, gebruik van industriële poedercoatings (die zware metalen zoals lood en cadmium bevatten) op aluminium schijven voor kookgerei brengt risico's voor de voedselveiligheid met zich mee; Aluminium schijven voor wielnaven voor buitenvoertuigen zonder weerbestendige coatings zullen binnen een jaar verkleuren en loslaten. Daarom, het opzetten van een wetenschappelijke coatingselectiemethode en onderhoudssysteem is van groot belang voor het verbeteren van de kwaliteitsstabiliteit van aluminium schijfproducten en het verlagen van de kosten over de volledige levenscyclus.
HW-B. Kernafmetingen en technische basis voor de coatingselectie van aluminium schijven
A. Vraaganalyse op basis van toepassingsscenario's
De kernvereisten voor aluminium schijfcoatings variëren aanzienlijk per vakgebied, en de belangrijkste beperkingen in elk scenario moeten eerst worden opgehelderd, zoals beschreven in de onderstaande tabel:
| Type toepassingsscenario |
Richting van de kernvraag |
Belangrijkste prestatie-indicatoren |
Toepasselijke industrienormen |
Verboden vereisten |
Typische productcases |
| Voedselcontactveld |
Veiligheid + Temperatuurbestendigheid + Gemakkelijk schoon te maken |
Migratie van zware metalen ≤1 mg/kg, temperatuurbestendigheid ≥200℃, contacthoek ≥90° |
FDA 21 CFR 175.300, GB 4806.10-2024 |
Verbied coatings op oplosmiddelbasis (VOC's >10mg/m³) en BPA-bevattende coatings |
Pannenbodems met antiaanbaklaag, servies dienbladen |
| Elektronisch warmteafvoerveld |
Thermische geleidbaarheid + Isolatie + Vochtige hittebestendigheid |
Thermische geleidbaarheid ≥0,8W/(m·K), isolatieweerstand ≥10¹²Ω, geen storing na 1000 uur vochtige hittebestendigheidstest |
GB/T 5169.10-2020, IEC 60664-1 |
Dikte van de coating >50urn (belemmert de warmteafvoer), temperatuur weerstand < -40℃ of >180℃ |
LED-koellichamen, batterijlipjes |
| Weerbestendig veld voor buitengebruik |
UV-bestendigheid + Bestand tegen zoutsproei + Slagvastheid |
QUV 1000 uur DE ≤2,0, zoutsproeibestendigheid ≥1000 uur, slagvastheid ≥50kg·cm |
GB/T 1865-2009, ISO 11507 |
Hardheid van het potlood <2H (gemakkelijk bekrast), weersbestendigheid <1000H |
Wielnaven voor auto's, decoratieve onderdelen voor buiten |
| Industrieel slijtvast veld |
Hoge hardheid + Lage wrijving + Chemische weerstand |
HV ≥300, wrijvingscoëfficiënt ≤0,3, geen zwelling na 1000 uur onderdompeling in olie |
GB/T 1768-2021, ISO 4628-1 |
Hardheid <HV250 (gemakkelijk gedragen), slechte chemische resistentie (bijv., niet oliebestendig) |
Mechanische transmissiewielen, accessoires voor transportbanden |
B. Beperkingen van de kenmerken van aluminium schijfsubstraten bij de coatingselectie
De oppervlaktetoestand en het warmtebehandelingsproces van aluminium schijven hebben een directe invloed op de hechting van de coating, en substraatparameters moeten vóór selectie worden verduidelijkt:
- Oppervlakteruwheid (Ra)
-
- Aanpassingsprincipe: Te lage Ra (<0.2urn) leidt tot onvoldoende mechanische in elkaar grijpende kracht van de coating, waardoor het gemakkelijk afpelt; te hoge Ra (>1.0urn) verhoogt het coatingverbruik en heeft de neiging vuil vast te houden.
-
- Aanbevolen bereik: Ra=0,3-0,5 μm voor geanodiseerde coatings, Ra=0,5-0,8μm voor poedercoatings, en Ra=0,2-0,4 μm voor elektroforetische coatings.
- Staat van warmtebehandeling
-
- Zachte aluminium schijven (O-temper, treksterkte ≤120MPa): Hoge ductiliteit, geschikt voor latere stempeling. Coatings met goede elasticiteit (rek bij breuk ≥15%) zoals flexibele poedercoatings moeten worden geselecteerd om scheuren tijdens het vormen te voorkomen.
-
- Harde aluminium schijven (T6-temperatuur, treksterkte ≥300 MPa): Hoge hardheid en lage vervorming, geschikt voor statische werkomstandigheden. Coatings met een hoge hardheid, zoals hard anodiseren (HV ≥400) kan worden geselecteerd.
- Staat van oppervlakteoxidefilm
-
- Natuurlijke oxidefilm: Poreus en los, verwijdering via voorbehandeling vereisen (bijv., alkalische reiniging); anders, De hechting van de coating zal afnemen (dwarssnedehechting ≤4B).
-
- Voorbehandelde conversiefilms (bijv., fosfaterende film, chromaat film): 5-10nm dik, geschikt om de hechting van de coating te verbeteren (dwarssnedehechting ≥5B), maar moet overeenkomen met de coatingtypen (bijv., Fosfateren film voor poedercoatings, chromaatfilm voor elektroforetische coatings).

C. Prestatievergelijking en selectieaanbevelingen van reguliere coatingtypen
Combineren van scenario-eisen en substraateigenschappen, De kernparameters en toepassingsgebieden van vier reguliere aluminium schijfcoatings zijn samengevat in de onderstaande tabel:
| Coatingtype |
Kerncompositie |
Dikte bereik (urn) |
Cross-Cut-hechting |
Bestand tegen zoutsproei (H) |
Temperatuurbestendigheid (℃) |
Thermische geleidbaarheid (met(m·K)) |
Naleving van voedselveiligheid |
Toepasselijke scenario's |
Eenheidskosten (RMB/m²) |
| Anodiseren |
Al₂O₃ (poreus/verzegeld) |
5-30 |
5B (geïntegreerd met substraat) |
200-1000 |
-200~250 |
15-30 (ontzegeld) |
Meewerkend (na verzegeling) |
Kookgerei, koellichamen, decoratieve onderdelen |
15-35 |
| Poedercoating |
Epoxyhars/polyester |
50-120 |
5B |
500-1500 |
-40~200 |
0.1-0.3 |
Gedeeltelijk conform (voedselveilig poeder) |
Wielnaven voor auto's, buiten onderdelen, meubilair |
20-45 |
| Elektroforetische coating |
Epoxyhars/Acrylhars |
10-50 |
5B |
800-2000 |
-40~180 |
0.2-0.5 |
Niet-conform (bevat aminen) |
Elektronische isolatiedelen, auto-onderdelen |
25-50 |
| Fluorkoolstofcoating |
Polytetrafluorethyleen (PTFE)/Fluorhars |
10-40 |
4B-5B |
1500-3000 |
-200~260 |
0.2-0.4 |
Meewerkend (PTFE van voedingskwaliteit) |
Hoogwaardig kookgerei, weerbestendig & slijtvaste onderdelen |
80-150 |
D. Kwantitatieve selectiebasissen voor prestatie-indicatoren voor coatings
Om dit te voorkomen moeten drempelwaarden voor belangrijke prestatie-indicatoren worden gedefinieerd in overeenstemming met de industrienormen “overselectie” of “onvoldoende prestatie”:
- Corrosiebestendigheid: Neutrale zoutsproeitest (GB/T 10125-2021) – ≥1000 uur voor buitenscenario's, ≥500 uur voor binnenscenario's; zure zoutsproeitest (pH=3,0) – ≥500 uur voor industriële omgevingen.
- Hechting: Cross-cut-test (GB/T 9286-1998) – ≥5B (geen peeling) voor metalen substraten; buigproef (GB/T 1731-1993) – geen barsten of afbladderen na 180° buigen.
- Temperatuurbestendigheid: Verouderingstest bij hoge temperaturen (GB/T 1735-2009) – kleurverschil ΔE ≤3,0 en hechtingsbehoud ≥90% na 1000 uur bij 200℃; geen verbrossing na impact bij lage temperatuur (-40℃ gedurende 2 uur).
- Functionele indicatoren: Coatings die met voedsel in contact komen, moeten migratietests doorstaan (GB 4806.10-2024) met migratie van zware metalen ≤1 mg/kg; isolerende coatings moeten diëlektrische verliestests doorstaan (GB/T 1408.1-2016) met diëlektrische verliestangens ≤0,02 (1kHz).
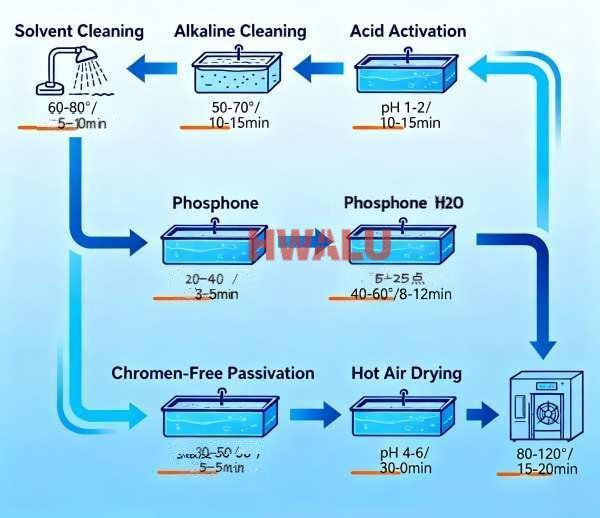
HW-C. Pre-coating-voorbehandelingsprocessen voor aluminium schijven (Belangrijke schakel om de coatingkwaliteit te garanderen)
Voorbehandelingsprocessen hebben een directe invloed op de hechting en duurzaamheid van de coating, waarvoor een gestandaardiseerde workflow nodig is “ontsmetting – roest verwijderen – conversie – aanpassing”. De parameters voor elke stap worden weergegeven in de onderstaande tabel:
| Voorbehandeling Stap |
Procesmethode |
Reagens-/apparatuurparameters |
Bedrijfsomstandigheden (Temperatuur/Tijd) |
Kernprestatie-indicatoren |
Bijpassende coatingtypen |
| Oppervlakteontsmetting |
Oplosmiddelreiniging |
n-hexaan/isopropanol (VOC's <100g/L) |
20-40℃ / 5-10min |
Olieverwijderingspercentage ≥98%, oppervlaktereinheid ≤Grade 1 |
Alle coatingsoorten |
| Oppervlakteontsmetting |
Alkalische reiniging |
NaOH (5%-8%) + Oppervlakteactieve stof (0.5%-1%) |
40-60℃ / 5-8min |
Verwijderingspercentage dierlijke/plantaardige olie ≥95%, gewichtsverlies substraat ≤1g/m² |
Anodiseren, poedercoating |
| Roest verwijderen & Activering |
Zure activering |
HNO₃ (10%-15%) + HF (0.5%-1%) |
20-30℃ / 2-5min |
Verwijderingssnelheid van natuurlijke oxidefilm 100%, Ra=0,3-0,5 μm |
Anodiseren, fluorkoolstof coating |
| Roest verwijderen & Activering |
Zandstralen activering |
Kwartszand (80-120 gaas), druk 0,3-0,5 MPa |
Kamertemperatuur / Afstand 15-20cm |
Uniforme oppervlakteruwheid, stofresten ≤5 mg/m² |
Poedercoating, elektroforetische coating |
| Conversiefilmbehandeling |
Fosfaterende behandeling |
Op zink gebaseerde fosfateringsoplossing (Zn²⁺ 10-15 g/l) |
35-45℃ / 10-15min |
Fosfateringsfilmdikte 5-8 nm, P-gehalte ≥1,5g/m² |
Poedercoating, elektroforetische coating |
| Conversiefilmbehandeling |
Chromaatpassivering |
Chromaat oplossing (Cr⁶⁺ 2-5 g/l) |
20-30℃ / 3-5min |
Iriserende passivatiefilm, hechting ≥5B |
Elektroforetische coating (RoHS-compatibel) |
| Conversiefilmbehandeling |
Chroomvrije passivatie |
Passiveringsoplossing op basis van zirkonium (Zr⁴⁺ 1-3 g/l) |
25-35℃ / 5-8min |
Chroomvrije passivatiefilmdikte 3-5 nm, weerstand tegen zoutnevel verbeterd met 25%-30% |
Anodiseren, fluorkoolstof coating |
| Oppervlakteaanpassing |
Fijn polijsten |
800-1200 Schuurpapier (nat polijsten) |
Kamertemperatuur / Polijstdruk 0,1-0,2 MPa |
Ra=0,2-0,3 μm, oppervlaktevlakheid ≤0,1μm |
Coatings voor elektronische warmteafvoer |
| Oppervlakteaanpassing |
Drogen met hete lucht |
Hete lucht (80-100℃), luchtsnelheid 1-2m/s |
80-100℃ / 10-15min |
Oppervlaktevochtgehalte ≤0,5%, geen watermerkresten |
Alle coatingsoorten |
HW-D. Onderhoudsstrategieën voor de volledige levenscyclus van aluminium schijfcoatings
A.Dagelijks onderhoud: Preventiegericht om schade te verminderen
- Aluminium schijven voor contact met voedsel (bijv., Pannen met antiaanbaklaag)
-
- Schoonmaak: Gebruik een zachte doek (vermijd staalwol) ondergedompeld in een neutraal schoonmaakmiddel (pH 6-8) voor het schoonmaken; verbieden langdurig weken (≤30min) in sterke zuren (bijv., witte azijn) of alkaliën (bijv., natriumcarbonaat).
-
- Gebruik: Vermijd droge verbranding (temperatuur ≤250℃) en harde gevolgen (bijv., spatel klopt) om coatingkrassen te voorkomen (krassen ≤5μm kunnen worden gerepareerd, terwijl krassen >10μm moet opnieuw worden gecoat).
- Weerbestendige aluminium schijven voor buitengebruik (bijv., Wielnaven voor auto's)
-
- Regelmatige schoonmaak: Spoel elke keer met schoon water 1-2 weken om stof en zure regenresten te verwijderen; voer een dieptereiniging uit met speciale wielnaafreiniger (pH 7-9) elk 3 maanden om zoutophoping te voorkomen.
-
- Bescherming: Weerbestendig beschermingsmiddel spuiten (bijv., op silaan gebaseerd) eenmaal per jaar vóór het regenseizoen om de hydrofobiciteit te verbeteren (contacthoek ≥100%) en verleng de levensduur van de zoutsproeier met 20%.
- Aluminium schijven voor elektronische warmteafvoer (bijv., LED-koellichamen)
-
- Stofverwijdering: Oppervlaktestof afblazen met perslucht (druk 0,1-0,2 MPa) elk 3 maanden om te voorkomen dat stofophoping de warmteafvoer belemmert (stof dikte >10μm vermindert de thermische geleidbaarheid met 15%).
-
- Milieucontrole: Vermijd gebruik bij hoge luchtvochtigheid (RV >85%) of met olie vervuilde omgevingen; als olie het oppervlak vervuilt, afvegen met isopropanol (alcohol is verboden om zwelling van de coating te voorkomen).
B. Regelmatige inspectie: Tijdige detectie van vroegtijdig falen
- Visuele inspectie: Voer maandelijks visuele controles uit en registreer of de coating de volgende gebreken vertoont:
-
- Verkleuring: Kleurverschil ΔE >3.0 (getest met een colorimeter, GB/T 11186.3-1989) – onderzoeken of het wordt veroorzaakt door UV-veroudering of oxidatie bij hoge temperaturen.
-
- Peeling: Lokaal peelinggebied >1cm² – analyseer of dit te wijten is aan onvoldoende hechting of substraatcorrosie.
-
- Krassen: Diepte >5urn (getest met een laagdiktemeter, GB/T 4956-2003) – beoordelen of de functionaliteit wordt beïnvloed (bijv., krassen op isolerende coatings verminderen de isolatieweerstand).
- Prestaties opnieuw testen: Voer elke keer belangrijke prestatietests uit 6-12 maanden:
-
- Hechting: Test opnieuw via cross-cut-methode – als de hechting afneemt van 5B naar 4B, plaatselijke reparatie uitvoeren; als deze onder de 3B daalt, algehele hercoating uitvoeren.
-
- Corrosiebestendigheid: Voer zoutsproeitests uit op kleine oppervlakken (plaatselijk zoutsproeitestpapier, ISO 10289) – als het verkleurde gedeelte van het testpapier is >10%, versterken anti-corrosie onderhoud.
-
- Functionaliteit: Test de isolatieweerstand/thermische geleidbaarheid van elektronische aluminium schijven opnieuw – als de afname groter is 20%, vervang de coating.
C. Storing Reparatie: Gelaagde reparatieschema's
- Kleine schade (bijv., Kleine krasjes, Lokale verkleuring)
-
- Reparatieproces: Polijst het beschadigde gebied met 400-600 schuurpapier (breid het gepolijste gebied uit naar 2-3 keer het beschadigde gebied om stappen te vermijden); na het schoonmaken, bijpassende reparatieverf aanbrengen (bijv., anodiserende reparatievloeistof, reparatiepoeder voor poedercoating); uitharden bij dezelfde temperatuur als de originele coating (bijv., 180-200℃ gedurende 15-20 minuten voor poedercoatings).
-
- Prestatie-eisen: Na reparatie, hechting ≥4B, kleurverschil ΔE ≤2,0, en functionele indicatoren hersteld naar over 90% van de originele coating.
- Matige schade (bijv., Lokale peeling, Krassen >10µm diep)
-
- Reparatieproces: Poets het geschilde gebied met 120-240 schuurpapier om het substraat bloot te leggen; voer de lokale voorbehandeling opnieuw uit (ontvetten → zure reiniging → passivering); spuit dezelfde coating als de originele; na uitharding, fijn polijsten uitvoeren 800 schuurpapier om de vlakheid van het oppervlak te garanderen (Ra ≤0,8 μm).
-
- Toepassingsbereik: Aluminium schijven met beschadigd gebied ≤10% – de levensduur na reparatie kan oplopen 80% van de originele coating.
- Ernstige schade (bijv., Peeling over grote oppervlakken, Coating barst, Substraatcorrosie)
-
- Behandelingsproces: Voer een algehele verfstrip uit (gebruik van een alkalisch verfafbijtmiddel: NaOH 8%-12%, temperatuur 50-60℃, tijd 30-60min, verfafbijtpercentage ≥98%); voer vervolgens het volledige voorbehandelings- en coatingproces opnieuw uit, strikte controle van procesparameters zodat deze overeenkomen met de originele coating.
-
- Opmerkingen: Na het afbijten van de verf, test de dikte van het substraat (corrosie gewichtsverlies ≤5%); als de substraatdikte kleiner is dan 90% van de ontwerpwaarde, vervang de aluminium schijf.
HW-E. Verificatie van typische toepassingsgevallen
A. Aluminiumschijven voor kookgerei (Pannenbodems met antiaanbaklaag)
- Substraatparameters: 1060 aluminium schijven (O-temper, diameter 260 mm, dikte 3 mm, Ra=0,4μm)
- Coatingselectie: Hard anodiseren (dikte 15-20μm) + voedselveilige PTFE-coating (dikte 10-15μm)
-
- Selectiereden: Anodiseren zorgt voor een hoge hardheid (HV ≥350) en hechting; PTFE-coating zorgt voor antiaanbakeigenschappen (contacthoek ≥110°) en naleving van de voedselveiligheid (voldoet aan de FDA 21 CFR 175.300).
- Voorbehandelingsproces: Alkalische reiniging (NaOH 6%, 50℃, 8min) → zuuractivering (HNO₃ 12% + HF 0.8%, 25℃, 3min) → chroomvrije passivatie (Zr⁴⁺ 2g/L, 30℃, 6min) → drogen met hete lucht (90℃, 12min)
- Onderhoudsmaatregelen: Dagelijkse reiniging met een zachte doek; inspecteer de integriteit van de coating elke keer 6 maanden; kleine krasjes repareren met PTFE-reparatievloeistof.
- Toepassingseffect: Levensduur bereikt 3 jaar (1.5 jaar voor conventionele coatings); geen schade na droog branden bij 250℃ gedurende 30 minuten; geen migratie van zware metalen bij tests met voedselcontact.
B. Aluminium schijven voor autowielnaven
- Substraatparameters: 6061 aluminium schijven (T6-temperatuur, diameter 18 inch, dikte 8mm, Ra=0,6μm)
- Coatingselectie: Fosfateren op zinkbasis (filmdikte 6nm) + polyester poedercoating (dikte 80-100μm, plus 20 μm blanke lak)
-
- Selectiereden: Poedercoating biedt 1500 uur weerstand tegen zoutsproeien en 1000 uur UV-verouderingsbestendigheid (ΔE ≤1,5); de blanke lak verbetert de krasbestendigheid (potloodhardheid 2H).
- Voorbehandelingsproces: Reiniging met oplosmiddelen (isopropanol, 30℃, 5min) → zandstralen (100-gaas kwartszand, 0.4MPa) → fosfateren (Zn²⁺ 12g/L, 40℃, 12min) → drogen met hete lucht (80℃, 10min)
- Onderhoudsmaatregelen: Spoel elke keer met schoon water 2 weken; elke keer schoonmaken met wielnaafreiniger 3 maanden; jaarlijks silaanbeschermingsmiddel spuiten.
- Toepassingseffect: Geen verkleuring of peeling daarna 2 jarenlang buitengebruik; corrosiebreedte bij dwarssnede ≤0,5 mm na zoutsproeitest, voldoen aan de normen van de auto-industrie (QC/T 1022-2015).
HW-F. Conclusies en vooruitzichten
De selectie van aluminium schijfcoatings moet de kernlogica volgen van “scenariovereisten – prestatiematching – aanpassingsvermogen van het substraat”. Er moet prioriteit worden gegeven aan het verduidelijken van belangrijke beperkingen, zoals de voedselveiligheid, weersbestendigheid, en isolatie. De hechting van coatings wordt verzekerd door voorbehandelingsprocessen (ontsmetting – conversie – aanpassing), en de levensduur wordt verlengd via scenariospecifieke onderhoudsstrategieën (dagelijkse preventie – regelmatige inspectie – gelaagde reparatie). Uit cases blijkt dat wetenschappelijke selectie en onderhoud de levensduur van aluminium schijfcoatings kunnen verlengen 50%-100% en de kosten over de volledige levenscyclus met meer dan verminderen 30%. De nieuw toegevoegde “Vraagtabel toepassingsscenario” En “Parametertabel voorbehandelingsproces” de belangrijkste technische gegevens verder verfijnen, het bieden van direct implementeerbare operationele standaarden voor praktische productie.
Toekomstige ontwikkelingsrichtingen moeten zich hierop concentreren: 1. R&D van milieuvriendelijke coatings (bijv., chroomvrije passivatie, watergedragen poedercoatings met VOS-emissie <50g/L); 2. Functionele geïntegreerde coatings (bijv., zelfherstellende coatings met kras-zelfherstel binnen 12 uur; thermisch geleidende-isolerende geïntegreerde coatings met thermische geleidbaarheid ≥1,0W/(m·K) en isolatieweerstand ≥10¹²Ω); 3. Intelligent onderhoud (bijv., Coating van gezondheidsmonitoringssensoren voor realtime waarschuwingen over storingen), het bevorderen van de modernisering van de coatingtechnologie voor aluminium schijven “hoge efficiëntie, milieuvriendelijkheid, en intelligentie”.
