Исследование технологий выбора и ухода за поверхностными покрытиями алюминиевых дисков
Абстрактный
Алюминиевые диски широко используются в кухонной посуде, электронные радиаторы, ступицы автомобильных колес, чехлы для аккумуляторов новой энергии, и другие поля из-за их низкой плотности (2.7г/см³), отличная пластичность (удлинение ≥15%), и хорошая теплопроводность (160-230ж/(м·К)). Их поверхностные покрытия должны соответствовать таким требованиям, как устойчивость к коррозии., износостойкость, и функциональная адаптивность (например, изоляция, теплопроводность, безопасность контакта с пищевыми продуктами). Однако, Неправильный выбор покрытия или отсутствие технического обслуживания могут сократить срок службы 30%-50%. На основе характеристик подложки алюминиевых дисков и основных требований различных сценариев применения., в этой статье систематически анализируются ключевые аспекты выбора покрытия. (требования к сценарию, показатели эффективности, адаптируемость подложки), сравнивает технические параметры и области применения основных типов покрытий (анодирование, порошковое покрытие, электрофоретическое покрытие, фторуглеродное покрытие), подробно рассказывает об основных моментах процессов предварительной обработки предварительного покрытия., и предлагает стратегии обслуживания полного жизненного цикла для различных сценариев.. В сочетании с отраслевыми стандартами, такими как GB/T и ISO, и типичными случаями применения., проверена эффективность предложенных схем, предоставление технической поддержки по инженерному нанесению алюминиевых дисковых покрытий.
HW-А. Введение
В процессе обработки и обслуживания, Алюминиевые диски имеют тенденцию образовывать естественную оксидную пленку неравномерной толщины. (Толщина Al₂O₃: 2-5нм) на их поверхности. Устойчивость к коррозии (испытание на нейтральный солевой туман ≤24 часа) и функционал этой пленки далеки от удовлетворения практических потребностей, требующие улучшения покрытия. По данным Китайской ассоциации производителей цветных металлов., процент брака алюминиевых дисков из-за разрушения покрытия в Китае достиг 8.7% в 2024, с “неправильный выбор” учет 42% причин неудач и “отсутствие обслуживания” учет 35%. Например, с использованием промышленных порошковых покрытий (содержащие тяжелые металлы, такие как свинец и кадмий) на алюминиевых дисках для посуды представляет угрозу безопасности пищевых продуктов; Алюминиевые диски для ступиц автомобильных колес, предназначенных для наружного применения, без атмосферостойкого покрытия обесцвечиваются и отслаиваются в течение одного года.. Поэтому, Создание научного метода выбора покрытия и системы технического обслуживания имеет большое значение для повышения стабильности качества алюминиевых дисковых изделий и снижения затрат на протяжении всего жизненного цикла..
HW-B. Размеры сердцевины и технические основы выбора покрытия алюминиевых дисков
А. Анализ спроса на основе сценариев применения
Основные требования к покрытиям алюминиевых дисков существенно различаются в разных областях., и ключевые ограничения в каждом сценарии должны быть сначала разъяснены, как подробно описано в таблице ниже:
| Тип сценария приложения |
Основное направление спроса |
Ключевые показатели эффективности |
Применимые отраслевые стандарты |
Запрещенные требования |
Типичные примеры продуктов |
| Поле контакта с пищевыми продуктами |
Безопасность + Температурная устойчивость + Легкая очистка |
Миграция тяжелых металлов ≤1 мг/кг, термостойкость ≥200 ℃, угол контакта ≥90° |
FDA 21 CFR 175.300, ГБ 4806.10-2024 |
Запретить покрытия на основе растворителей (ЛОС >10мг/м³) и покрытия, содержащие BPA |
Дно сковороды с антипригарным покрытием, подносы для посуды |
| Электронное поле рассеивания тепла |
Теплопроводность + Изоляция + Устойчивость к влажной жаре |
Теплопроводность ≥0,8 Вт/(м·К), сопротивление изоляции ≥10¹²Ом, отсутствие сбоев после 1000-часового испытания на устойчивость к влажной жаре |
ГБ/Т 5169.10-2020, МЭК 60664-1 |
Толщина покрытия >50мкм (ухудшает отвод тепла), термостойкость < -40℃ или >180℃ |
Светодиодные радиаторы, вкладки батареи |
| Открытое атмосферостойкое поле |
Устойчивость к ультрафиолетовому излучению + Устойчивость к солевому туману + Ударопрочность |
QUV 1000h DE ≤2,0, устойчивость к солевому туману ≥1000 ч, ударопрочность ≥50 кг·см |
ГБ/Т 1865-2009, ИСО 11507 |
Твердость карандаша <2ЧАС (легко царапается), устойчивость к атмосферным воздействиям <1000час |
Ступицы автомобильных колес, наружные декоративные детали |
| Промышленное износостойкое поле |
Высокая твердость + Низкое трение + Химическая стойкость |
ВН ≥300, коэффициент трения ≤0,3, отсутствие набухания после 1000 часов погружения в масло |
ГБ/Т 1768-2021, ИСО 4628-1 |
Твердость <ХВ250 (легко носить), плохая химическая стойкость (например, не маслостойкий) |
Механические трансмиссионные колеса, конвейерные аксессуары |
Б. Ограничения характеристик подложки алюминиевого диска при выборе покрытия
Состояние поверхности и процесс термообработки алюминиевых дисков напрямую влияют на адгезию покрытия., и параметры подложки необходимо уточнять перед выбором:
- Шероховатость поверхности (Ра)
-
- Принцип адаптации: Чрезмерно низкий Ra (<0.2мкм) приводит к недостаточной механической силе сцепления покрытия, вызывая легкое шелушение; чрезмерно высокий Ra (>1.0мкм) увеличивает расход покрытия и имеет тенденцию задерживать грязь.
-
- Рекомендуемый диапазон: Ra=0,3-0,5 мкм для анодированных покрытий, Ra=0,5-0,8 мкм для порошковых покрытий, и Ra=0,2-0,4 мкм для электрофоретических покрытий..
- Состояние термообработки
-
- Мягкие алюминиевые диски (O-характер, прочность на растяжение ≤120 МПа): Высокая пластичность, подходит для последующей штамповки. Покрытия с хорошей эластичностью (удлинение при разрыве ≥15%) такие как гибкие порошковые покрытия, следует выбирать во избежание растрескивания во время формовки..
-
- Твердые алюминиевые диски (Т6-закалка, прочность на растяжение ≥300 МПа): Высокая твердость и низкая деформация., подходит для статических условий работы. Покрытия высокой твердости, такие как твердое анодирование. (ВН ≥400) можно выбрать.
- Состояние поверхностной оксидной пленки
-
- Натуральная оксидная пленка: Пористый и рыхлый, требующее удаления посредством предварительной обработки (например, щелочная очистка); в противном случае, Адгезия покрытия уменьшится (поперечная адгезия ≤4B).
-
- Предварительно обработанные конверсионные пленки (например, фосфатирующая пленка, хроматная пленка): 5-10нм толщиной, Способен улучшить адгезию покрытия (поперечная адгезия ≥5B), но должны соответствовать типам покрытия (например, фосфатирующая пленка для порошковых покрытий, хроматная пленка для электрофоретических покрытий).

С. Сравнение характеристик и рекомендации по выбору основных типов покрытий
Объединение требований сценария и характеристик субстрата, Основные параметры и области применения четырех основных алюминиевых дисковых покрытий приведены в таблице ниже.:
| Тип покрытия |
Основной состав |
Диапазон толщины (мкм) |
Поперечная адгезия |
Устойчивость к солевому туману (час) |
Температурная устойчивость (℃) |
Теплопроводность (ж/(м·К)) |
Соответствие требованиям безопасности пищевых продуктов |
Применимые сценарии |
Стоимость единицы (юаней/м²) |
| Анодирование |
Al₂O₃ (пористый/герметичный) |
5-30 |
5Б (интегрирован с подложкой) |
200-1000 |
-200~250 |
15-30 (незапечатанный) |
Соответствует (после запечатывания) |
Посуда, радиаторы, декоративные детали |
15-35 |
| Порошковое покрытие |
Эпоксидная смола/полиэстер |
50-120 |
5Б |
500-1500 |
-40~200 |
0.1-0.3 |
Частично соответствует (пищевой порошок) |
Ступицы автомобильных колес, наружные части, мебель |
20-45 |
| Электрофоретическое покрытие |
Эпоксидная смола/акриловая смола |
10-50 |
5Б |
800-2000 |
-40~180 |
0.2-0.5 |
Не соответствует (содержит амины) |
Электронные изоляционные детали, автомобильные компоненты |
25-50 |
| Фторуглеродное покрытие |
Политетрафторэтилен (ПТФЭ)/Фторсмола |
10-40 |
4Б-5Б |
1500-3000 |
-200~260 |
0.2-0.4 |
Соответствует (пищевой ПТФЭ) |
Высококачественная посуда, устойчивый к атмосферным воздействиям & износостойкие детали |
80-150 |
Дюймовый. Количественные основы выбора показателей эффективности покрытий
Пороговые значения ключевых показателей эффективности должны определяться в соответствии с отраслевыми стандартами во избежание “чрезмерный отбор” или “недостаточная производительность”:
- Коррозионная стойкость: Испытание на нейтральный солевой туман (ГБ/Т 10125-2021) – ≥1000 часов для сценариев на открытом воздухе, ≥500 часов для внутренних сценариев; кислотный тест на солевой туман (рН=3,0) – ≥500 часов для промышленных сред.
- Адгезия: Тест поперечного разреза (ГБ/Т 9286-1998) – ≥5В (нет шелушения) для металлических поверхностей; испытание на изгиб (ГБ/Т 1731-1993) – отсутствие трещин и отслоений после изгиба на 180°..
- Температурная устойчивость: Испытание на высокотемпературное старение (ГБ/Т 1735-2009) – разница цвета ΔE ≤3,0 и степень сохранения адгезии ≥90% после 1000 часов при 200 ℃; отсутствие охрупчивания после низкотемпературного воздействия (-40℃ в течение 2 часов).
- Функциональные индикаторы: Покрытия, контактирующие с пищевыми продуктами, должны пройти тесты на миграцию. (ГБ 4806.10-2024) с миграцией тяжелых металлов ≤1мг/кг; изоляционные покрытия должны пройти испытания на диэлектрические потери (ГБ/Т 1408.1-2016) с тангенсом диэлектрических потерь ≤0,02 (1кГц).
HW-C. Процессы предварительной обработки алюминиевых дисков (Ключевое звено для обеспечения качества покрытия)
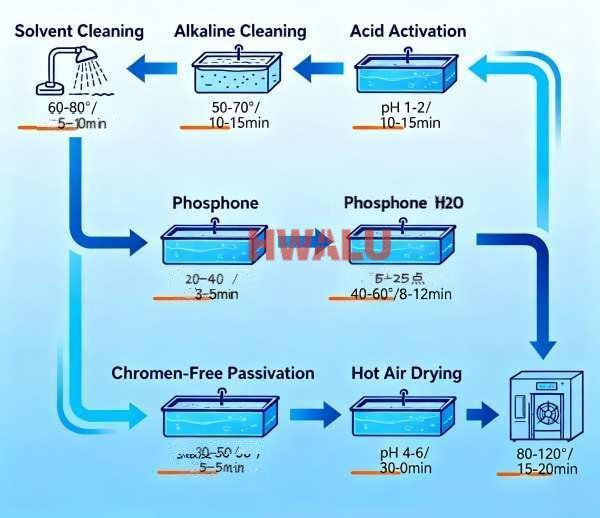
Процессы предварительной обработки напрямую влияют на адгезию и долговечность покрытия., требующий стандартизированного рабочего процесса “обеззараживание – удаление ржавчины – преобразование – корректирование”. Параметры для каждого шага показаны в таблице ниже.:
| Шаг предварительной обработки |
Метод обработки |
Параметры реагента/оборудования |
Условия эксплуатации (Температура/Время) |
Основные показатели эффективности |
Соответствующие типы покрытий |
| Обеззараживание поверхности |
Очистка растворителем |
н-гексан/изопропанол (ЛОС <100г/л) |
20-40℃ / 5-10мин |
Степень удаления масла ≥98%, чистота поверхности ≤Класс 1 |
Все типы покрытий |
| Обеззараживание поверхности |
Щелочная очистка |
NaOH (5%-8%) + ПАВ (0.5%-1%) |
40-60℃ / 5-8мин |
Степень удаления животного/растительного масла ≥95%, потеря веса подложки ≤1 г/м² |
Анодирование, порошковое покрытие |
| Удаление ржавчины & Активация |
Активация кислоты |
HNO₃ (10%-15%) + ВЧ (0.5%-1%) |
20-30℃ / 2-5мин |
Скорость удаления естественной оксидной пленки 100%, Ра=0,3-0,5 мкм |
Анодирование, фторуглеродное покрытие |
| Удаление ржавчины & Активация |
Активация пескоструйной обработки |
Кварцевый песок (80-120 сетка), давление 0,3-0,5МПа |
Комнатная температура / Расстояние 15-20 см |
Равномерная шероховатость поверхности, остаток пыли ≤5 мг/м² |
Порошковая покраска, электрофоретическое покрытие |
| Обработка конверсионной пленки |
Фосфатирование |
Раствор для фосфатирования на основе цинка (Zn²⁺ 10-15 г/л) |
35-45℃ / 10-15мин |
Толщина фосфатирующей пленки 5-8 нм., Содержание P ≥1,5 г/м² |
Порошковая покраска, электрофоретическое покрытие |
| Обработка конверсионной пленки |
Хроматная пассивация |
Хроматный раствор (Кр⁶⁺ 2-5 г/л) |
20-30℃ / 3-5мин |
Радужная пассивационная пленка, адгезия ≥5B |
Электрофоретическое покрытие (Соответствует RoHS) |
| Обработка конверсионной пленки |
Пассивация без хрома |
Пассивирующий раствор на основе циркония (Zr⁴⁺ 1-3г/л) |
25-35℃ / 5-8мин |
Толщина пассивирующей пленки без хрома 3-5 нм., устойчивость к солевому туману улучшена за счет 25%-30% |
Анодирование, фторуглеродное покрытие |
| Регулировка поверхности |
Тонкая полировка |
800-1200 Наждачная бумага (мокрая полировка) |
Комнатная температура / Давление полировки 0,1-0,2 МПа |
Ра=0,2-0,3 мкм, плоскостность поверхности ≤0,1 мкм |
Покрытия для электронного отвода тепла |
| Регулировка поверхности |
Сушка горячим воздухом |
Горячий воздух (80-100℃), скорость воздуха 1-2м/с |
80-100℃ / 10-15мин |
Содержание влаги на поверхности ≤0,5%, нет остатков водяных знаков |
Все типы покрытий |
HW-D. Стратегии технического обслуживания алюминиевых дисков в течение всего жизненного цикла
А. Ежедневное обслуживание: Профилактика, направленная на уменьшение ущерба
- Алюминиевые диски для контакта с пищевыми продуктами (например, Сковороды с антипригарным покрытием)
-
- Очистка: Используйте мягкую ткань (избегайте стальной шерсти) смоченный нейтральным моющим средством (рН 6-8) для очистки; запретить длительное замачивание (≤30 минут) в сильных кислотах (например, белый уксус) или щелочи (например, пищевая сода).
-
- Использование: Избегайте сухого горения (температура ≤250 ℃) и сильные удары (например, шпатель стучит) для предотвращения царапин покрытия (царапины размером менее 5 мкм можно отремонтировать, пока царапает >10мкм требуют повторного покрытия).
- Устойчивые к атмосферным воздействиям алюминиевые диски для использования на открытом воздухе (например, Автомобильные ступицы колес)
-
- Регулярная уборка: Промывайте чистой водой каждый 1-2 недель на удаление пыли и остатков кислотных дождей; выполнить глубокую очистку специальным очистителем ступиц колес. (рН 7-9) каждый 3 месяцев, чтобы избежать накопления соли.
-
- Защита: Спрей-защитное средство, устойчивое к атмосферным воздействиям (например, на основе силана) один раз в год перед сезоном дождей для улучшения гидрофобности (угол контакта ≥100%) и продлить срок службы солевого тумана за счет 20%.
- Алюминиевые диски для электронного отвода тепла (например, Светодиодные радиаторы)
-
- Удаление пыли: Сдуйте пыль с поверхности сжатым воздухом. (давление 0,1-0,2МПа) каждый 3 месяцев, чтобы предотвратить накопление пыли и ухудшение отвода тепла. (толщина пыли >10мкм снижает теплопроводность на 15%).
-
- Экологический контроль: Избегайте использования при высокой влажности (относительной влажности >85%) или загрязненные нефтью среды; если масло загрязняет поверхность, протереть изопропанолом (спирт запрещен во избежание набухания покрытия).
Б. Регулярный осмотр: Своевременное обнаружение раннего отказа
- Визуальный осмотр: Проводить ежемесячные визуальные проверки и фиксировать наличие у покрытия следующих дефектов::
-
- Обесцвечивание: Разница в цвете ΔE >3.0 (проверено колориметром, ГБ/Т 11186.3-1989) – выяснить, вызвано ли это УФ-старением или высокотемпературным окислением..
-
- Пилинг: Зона локального пилинга >1см² – проанализировать, связано ли это с недостаточной адгезией или коррозией подложки..
-
- Царапины: Глубина >5мкм (протестировано толщиномером покрытия, ГБ/Т 4956-2003) – оценить, затронута ли функциональность (например, царапины на изоляционных покрытиях снижают сопротивление изоляции).
- Повторное тестирование производительности: Проводите ключевые тесты производительности каждые 6-12 месяцы:
-
- Адгезия: Повторное испытание методом поперечного разреза – если адгезия снижается с 5В до 4В., выполнить локальный ремонт; если он упадет ниже 3B, провести полную перекраску.
-
- Коррозионная стойкость: Проведите испытания солевым туманом на небольшой площади. (местная тестовая бумага для солевого тумана, ИСО 10289) – если обесцвеченный участок тестовой бумаги >10%, усилить антикоррозийное обслуживание.
-
- Функциональность: Повторно проверьте сопротивление изоляции/теплопроводность электронных алюминиевых дисков – если снижение превышает 20%, заменить покрытие.
С. Ремонт неисправности: Многоуровневые схемы ремонта
- Незначительные повреждения (например, Маленькие царапины, Локальное изменение цвета)
-
- Процесс ремонта: Отполируйте поврежденное место 400-600 наждачная бумага (расширить полируемую поверхность до 2-3 раз поврежденную область, чтобы избежать шагов); после уборки, нанесите подходящую ремонтную краску (например, анодирующая ремонтная жидкость, порошок для ремонта порошкового покрытия); отверждать при той же температуре, что и исходное покрытие (например, 180-200℃ в течение 15-20 минут для порошковых покрытий).
-
- Требования к производительности: После ремонта, адгезия ≥4B, разница цвета ΔE ≤2,0, и функциональные показатели восстановлены до более чем 90% оригинального покрытия.
- Умеренный урон (например, Локальный пилинг, Царапины >10мкм глубина)
-
- Процесс ремонта: Отполируйте очищенный участок 120-240 наждачная бумага, чтобы обнажить основу; повторить местную предварительную обработку (обезжиривание → кислотная очистка → пассивация); нанесите то же покрытие, что и исходное; после отверждения, выполнить тонкую полировку с 800 наждачная бумага, чтобы обеспечить ровность поверхности (Ра ≤0,8 мкм).
-
- Область применения: Алюминиевые диски с площадью повреждения ≤10% – срок службы после ремонта может достигать 80% оригинального покрытия.
- Серьезные повреждения (например, Пилинг большой площади, Растрескивание покрытия, Коррозия подложки)
-
- Процесс лечения: Произвести полное снятие краски (использование щелочного средства для снятия краски: NaOH 8%-12%, температура 50-60℃, время 30-60мин, скорость удаления краски ≥98%); затем повторно выполните полный процесс предварительной обработки и нанесения покрытия., строгий контроль параметров процесса для соответствия исходному покрытию.
-
- Примечания: После снятия краски, проверить толщину подложки (потеря веса от коррозии ≤5%); если толщина подложки меньше 90% проектной стоимости, заменить алюминиевый диск.
HW-E. Проверка типичных случаев применения
А. Алюминиевые диски для посуды (Дно кастрюли с антипригарным покрытием)
- Параметры подложки: 1060 алюминиевые диски (O-характер, диаметр 260 мм, толщина 3 мм, Ра=0,4 мкм)
- Выбор покрытия: Жесткое анодирование (толщина 15-20 мкм) + пищевое покрытие из ПТФЭ (толщина 10-15 мкм)
-
- Обоснование выбора: Анодирование обеспечивает высокую твердость. (ВН ≥350) и адгезия; Покрытие из ПТФЭ обеспечивает антипригарные свойства. (угол контакта ≥110°) и соблюдение требований безопасности пищевых продуктов (соответствует FDA 21 CFR 175.300).
- Процесс предварительной обработки: Щелочная очистка (NaOH 6%, 50℃, 8мин) → активация кислоты (HNO₃ 12% + ВЧ 0.8%, 25℃, 3мин) → пассивация без хрома (Zr⁴⁺ 2г/л, 30℃, 6мин) → сушка горячим воздухом (90℃, 12мин)
- Меры по техническому обслуживанию: Ежедневная уборка мягкой тканью; проверять целостность покрытия каждые 6 месяцы; Устраните небольшие царапины с помощью ремонтной жидкости из ПТФЭ..
- Эффект применения: Срок службы достигает 3 годы (1.5 лет для обычных покрытий); никаких повреждений после сухого горения при 250 ℃ в течение 30 минут.; отсутствие миграции тяжелых металлов в тестах на контакт с пищевыми продуктами.
Б. Алюминиевые диски для автомобильных ступиц колес
- Параметры подложки: 6061 алюминиевые диски (Т6-закалка, диаметр 18 дюймы, толщина 8 мм, Ра=0,6 мкм)
- Выбор покрытия: Фосфатирование на основе цинка (толщина пленки 6 нм) + полиэфирное порошковое покрытие (толщина 80-100 мкм, плюс прозрачное покрытие толщиной 20 мкм)
-
- Обоснование выбора: Порошковое покрытие обеспечивает устойчивость к нейтральному солевому туману в течение 1500 часов и устойчивость к УФ-старению в течение 1000 часов. (ΔЕ ≤1,5); прозрачное покрытие повышает устойчивость к царапинам (твердость карандаша 2H).
- Процесс предварительной обработки: Очистка растворителем (изопропанол, 30℃, 5мин) → пескоструйная обработка (100-сетчатый кварцевый песок, 0.4МПа) → фосфатирование (Zn²⁺ 12 г/л, 40℃, 12мин) → сушка горячим воздухом (80℃, 10мин)
- Меры по техническому обслуживанию: Промывайте чистой водой каждый 2 недели; очищайте каждый раз очистителем ступиц колес. 3 месяцы; ежегодно распылять силановое защитное средство.
- Эффект применения: Никаких изменений цвета и шелушения после 2 лет эксплуатации на открытом воздухе; ширина коррозии на поперечном разрезе ≤0,5 мм после испытания в солевом тумане, соответствие стандартам автомобильной промышленности (КК/Т 1022-2015).
HW-F. Выводы и перспективы
Выбор покрытий алюминиевых дисков должен соответствовать основной логике “требования к сценарию – соответствие производительности – адаптируемость подложки”. Приоритет должен быть отдан разъяснению ключевых ограничений, таких как безопасность пищевых продуктов., устойчивость к атмосферным воздействиям, и изоляция. Адгезия покрытий обеспечивается за счет предварительной обработки. (обеззараживание – преобразование – корректирование), а срок службы продлевается за счет стратегий технического обслуживания, ориентированных на конкретные сценарии. (ежедневная профилактика – регулярный осмотр – многоуровневый ремонт). Опыт показывает, что научный выбор и техническое обслуживание могут увеличить срок службы алюминиевых покрытий дисков на 50%-100% и сократить затраты на протяжении всего жизненного цикла более чем на 30%. Недавно добавленный “Таблица требований сценария применения” и “Таблица параметров процесса предварительной обработки” дальнейшее уточнение ключевых технических данных, обеспечение непосредственно реализуемых операционных стандартов для практического производства.
Будущие направления развития должны быть сосредоточены на: 1. Р&D экологически чистых покрытий (например, пассивация без хрома, порошковые покрытия на водной основе с выделением летучих органических соединений <50г/л); 2. Функциональные интегрированные покрытия (например, самовосстанавливающиеся покрытия с самовосстановлением царапин в течение 12 часов; теплопроводно-изоляционные интегральные покрытия с теплопроводностью ≥1,0Вт/(м·К) и сопротивление изоляции ≥10¹²Ом); 3. Интеллектуальное обслуживание (например, Датчики контроля состояния покрытия для предупреждения о сбоях в режиме реального времени), содействие модернизации технологии покрытия алюминиевых дисков в сторону “высокая эффективность, экологичность, и интеллект”.
