Nghiên cứu công nghệ lựa chọn và bảo trì lớp phủ bề mặt của đĩa nhôm
Tóm tắt
Đĩa nhôm được sử dụng rộng rãi trong dụng cụ nấu ăn, tản nhiệt điện tử, trục bánh xe ô tô, hộp đựng pin năng lượng mới, và các lĩnh vực khác do mật độ thấp (2.7g/cm³), độ dẻo tuyệt vời (độ giãn dài ≥15%), và dẫn nhiệt tốt (160-230có/(m·K)). Lớp phủ bề mặt của chúng cần phải cân bằng các yêu cầu như khả năng chống ăn mòn, hao mòn điện trở, và khả năng thích ứng chức năng (ví dụ., cách nhiệt, độ dẫn nhiệt, an toàn tiếp xúc thực phẩm). Tuy nhiên, lựa chọn lớp phủ không phù hợp hoặc thiếu bảo trì có thể làm giảm tuổi thọ sử dụng 30%-50%. Dựa trên đặc tính nền của đĩa nhôm và các yêu cầu cốt lõi của các tình huống ứng dụng khác nhau, bài viết này phân tích một cách có hệ thống các kích thước chính để lựa chọn lớp phủ (yêu cầu kịch bản, chỉ số hiệu suất, khả năng thích ứng chất nền), so sánh các thông số kỹ thuật và phạm vi ứng dụng của các loại lớp phủ phổ biến (Anod hóa, sơn tĩnh điện, lớp phủ điện di, lớp phủ fluorocarbon), giải thích chi tiết các điểm cốt lõi của quy trình tiền xử lý trước lớp phủ, và đề xuất các chiến lược bảo trì toàn bộ vòng đời cho các tình huống khác nhau. Kết hợp với các tiêu chuẩn ngành như GB/T và ISO và các trường hợp ứng dụng điển hình, hiệu quả của các kế hoạch đề xuất đã được xác minh, cung cấp hỗ trợ kỹ thuật cho ứng dụng kỹ thuật của lớp phủ đĩa nhôm.
CTNH-A. Giới thiệu
Trong quá trình xử lý và phục vụ, đĩa nhôm có xu hướng tạo thành màng oxit tự nhiên với độ dày không đồng đều (Độ dày Al₂O₃: 2-5bước sóng) trên bề mặt của họ. Khả năng chống ăn mòn (thử nghiệm phun muối trung tính 24h) và chức năng của bộ phim này còn lâu mới đáp ứng được nhu cầu thực tế, yêu cầu tăng cường lớp phủ. Theo dữ liệu từ Hiệp hội Công nghiệp Kim loại màu Trung Quốc, tỷ lệ phế liệu của đĩa nhôm do lỗi lớp phủ ở Trung Quốc lên tới 8.7% TRONG 2024, với “lựa chọn sai” kế toán cho 42% nguyên nhân hư hỏng và “thiếu bảo trì” kế toán cho 35%. Ví dụ, sử dụng sơn tĩnh điện cấp công nghiệp (chứa kim loại nặng như chì và cadmium) trên đĩa nhôm dùng cho dụng cụ nấu nướng gây nguy cơ an toàn thực phẩm; đĩa nhôm dùng cho trục bánh xe ô tô ngoài trời không có lớp phủ chịu được thời tiết sẽ bị đổi màu và bong tróc trong vòng một năm. Vì thế, Việc thiết lập một phương pháp lựa chọn lớp phủ khoa học và hệ thống bảo trì có ý nghĩa rất lớn trong việc cải thiện độ ổn định chất lượng của sản phẩm đĩa nhôm và giảm chi phí toàn bộ vòng đời..
CT-B. Kích thước cốt lõi và cơ sở kỹ thuật để lựa chọn lớp phủ cho đĩa nhôm
MỘT. Phân tích nhu cầu dựa trên kịch bản ứng dụng
Yêu cầu cốt lõi đối với lớp phủ đĩa nhôm thay đổi đáng kể trên các lĩnh vực khác nhau, và những hạn chế chính trong từng kịch bản phải được làm rõ trước tiên, như chi tiết trong bảng dưới đây:
| Loại kịch bản ứng dụng |
Định hướng nhu cầu cốt lõi |
Các chỉ số hiệu suất chính |
Tiêu chuẩn ngành áp dụng |
Yêu cầu bị cấm |
Trường hợp sản phẩm điển hình |
| Trường liên hệ thực phẩm |
Sự an toàn + Chịu nhiệt độ + Dễ dàng vệ sinh |
Di chuyển kim loại nặng 1mg/kg, khả năng chịu nhiệt độ ≥200oC, góc tiếp xúc ≥90° |
FDA 21 CFR 175.300, GB 4806.10-2024 |
Cấm sơn phủ gốc dung môi (VOC >10mg/m³) và lớp phủ có chứa BPA |
Đáy chảo chống dính, khay đựng bộ đồ ăn |
| Trường tản nhiệt điện tử |
Độ dẫn nhiệt + cách nhiệt + Khả năng chịu nhiệt ẩm |
Độ dẫn nhiệt ≥0,8W/(m·K), điện trở cách điện ≥10¹²Ω, không có lỗi sau thử nghiệm khả năng chịu nhiệt ẩm 1000 giờ |
GB/T 5169.10-2020, IEC 60664-1 |
độ dày lớp phủ >50mm (làm suy yếu khả năng tản nhiệt), chịu nhiệt độ < -40oC hoặc >180oC |
tản nhiệt LED, tab pin |
| Trường chịu thời tiết ngoài trời |
Chống tia cực tím + Khả năng chống phun muối + Chống va đập |
QUV 1000h DE 2.0, khả năng chống phun muối ≥1000h, khả năng chống va đập ≥50kg·cm |
GB/T 1865-2009, ISO 11507 |
Độ cứng của bút chì <2H (dễ bị trầy xước), khả năng chống chịu thời tiết <1000h |
Trục bánh xe ô tô, bộ phận trang trí ngoài trời |
| Lĩnh vực chống mài mòn công nghiệp |
Độ cứng cao + Ma sát thấp + Kháng hóa chất |
HV ≥300, hệ số ma sát ≤0,3, không bị phồng sau khi ngâm dầu 1000h |
GB/T 1768-2021, ISO 4628-1 |
độ cứng <HV250 (dễ dàng mặc), kháng hóa chất kém (ví dụ., không chịu dầu) |
Bánh xe truyền động cơ khí, phụ kiện băng tải |
B. Những hạn chế của đặc tính chất nền đĩa nhôm trong việc lựa chọn lớp phủ
Trạng thái bề mặt và quá trình xử lý nhiệt của đĩa nhôm ảnh hưởng trực tiếp đến độ bám dính của lớp phủ, và các thông số cơ chất phải được làm rõ trước khi lựa chọn:
- Độ nhám bề mặt (Ra)
-
- Nguyên tắc thích ứng: Ra quá thấp (<0.2mm) dẫn đến lực liên kết cơ học của lớp phủ không đủ, dễ gây bong tróc; Ra quá cao (>1.0mm) tăng tiêu thụ lớp phủ và có xu hướng giữ bụi bẩn.
-
- Phạm vi đề xuất: Ra=0,3-0,5μm đối với lớp phủ anodized, Ra=0,5-0,8μm đối với sơn tĩnh điện, và Ra=0,2-0,4μm đối với lớp phủ điện di.
- Trạng thái xử lý nhiệt
-
- Đĩa nhôm trạng thái mềm (nóng nảy, độ bền kéo 120MPa): Độ dẻo cao, thích hợp cho việc dập tiếp theo. Lớp phủ có độ đàn hồi tốt (độ giãn dài khi đứt ≥15%) chẳng hạn như sơn tĩnh điện linh hoạt nên được lựa chọn để tránh nứt trong quá trình hình thành.
-
- Đĩa nhôm cứng (T6-tính khí, độ bền kéo ≥300MPa): Độ cứng cao và biến dạng thấp, thích hợp với điều kiện làm việc tĩnh. Lớp phủ có độ cứng cao như anodizing cứng (HV ≥400) có thể được chọn.
- Trạng thái màng oxit bề mặt
-
- Màng oxit tự nhiên: Xốp và lỏng lẻo, yêu cầu loại bỏ thông qua tiền xử lý (ví dụ., làm sạch kiềm); nếu không thì, độ bám dính của lớp phủ sẽ giảm (độ bám dính cắt ngang ≤4B).
-
- Phim chuyển đổi được xử lý trước (ví dụ., màng photphat, màng cromat): 5-10dày nm, có khả năng cải thiện độ bám dính của lớp phủ (độ bám dính cắt ngang ≥5B), nhưng phải phù hợp với loại lớp phủ (ví dụ., màng photphat cho sơn tĩnh điện, màng cromat cho lớp phủ điện di).

C. Khuyến nghị so sánh và lựa chọn hiệu suất của các loại lớp phủ phổ biến
Kết hợp các yêu cầu kịch bản và đặc điểm cơ chất, các thông số cốt lõi và phạm vi ứng dụng của bốn lớp phủ đĩa nhôm phổ biến được tóm tắt trong bảng dưới đây:
| Loại lớp phủ |
Thành phần cốt lõi |
Phạm vi độ dày (mm) |
Độ bám dính cắt ngang |
Khả năng chống phun muối (h) |
Chịu nhiệt độ (oC) |
Độ dẫn nhiệt (có/(m·K)) |
Tuân thủ an toàn thực phẩm |
Kịch bản áp dụng |
Đơn giá (nhân dân tệ/m2) |
| Anodizing |
Al₂O₃ (xốp/kín) |
5-30 |
5B (tích hợp với chất nền) |
200-1000 |
-200~250 |
15-30 (không niêm phong) |
tuân thủ (sau khi niêm phong) |
Dụng cụ nấu ăn, tản nhiệt, bộ phận trang trí |
15-35 |
| sơn tĩnh điện |
Nhựa Epoxy/Polyester |
50-120 |
5B |
500-1500 |
-40~200 |
0.1-0.3 |
Tuân thủ một phần (bột thực phẩm) |
Trục bánh xe ô tô, bộ phận ngoài trời, nội thất |
20-45 |
| Lớp phủ điện di |
Nhựa Epoxy/Nhựa Acrylic |
10-50 |
5B |
800-2000 |
-40~180 |
0.2-0.5 |
Không tuân thủ (chứa amin) |
Bộ phận cách điện điện tử, linh kiện ô tô |
25-50 |
| Lớp phủ Fluorocarbon |
Polytetrafluoroetylen (PTFE)/chất florua |
10-40 |
4B-5B |
1500-3000 |
-200~260 |
0.2-0.4 |
tuân thủ (PTFE cấp thực phẩm) |
Nồi nấu cao cấp, chịu được thời tiết & bộ phận chịu mài mòn |
80-150 |
D. Cơ sở lựa chọn định lượng cho các chỉ số hiệu suất lớp phủ
Ngưỡng cho các chỉ số hiệu suất chính phải được xác định theo tiêu chuẩn ngành để tránh “lựa chọn quá mức” hoặc “hiệu suất không đủ”:
- Chống ăn mòn: Thử nghiệm phun muối trung tính (GB/T 10125-2021) – ≥1000h cho kịch bản ngoài trời, ≥500h cho các tình huống trong nhà; thử nghiệm phun muối axit (pH=3,0) – ≥500h cho môi trường công nghiệp.
- độ bám dính: Kiểm tra cắt ngang (GB/T 9286-1998) – ≥5B (không bong tróc) cho nền kim loại; thử uốn (GB/T 1731-1993) – không bị nứt hoặc bong tróc sau khi uốn 180°.
- Chịu nhiệt độ: Thử nghiệm lão hóa ở nhiệt độ cao (GB/T 1735-2009) – chênh lệch màu ΔE 3.0 và tỷ lệ duy trì độ bám dính ≥90% sau 1000 giờ ở 200oC; không bị giòn sau khi va chạm ở nhiệt độ thấp (-40oC trong 2 giờ).
- Các chỉ số chức năng: Lớp phủ tiếp xúc với thực phẩm phải vượt qua các bài kiểm tra di chuyển (GB 4806.10-2024) với sự di chuyển kim loại nặng 1mg/kg; lớp phủ cách điện phải vượt qua các bài kiểm tra tổn thất điện môi (GB/T 1408.1-2016) với tiếp tuyến tổn thất điện môi ≤0,02 (1kHz).
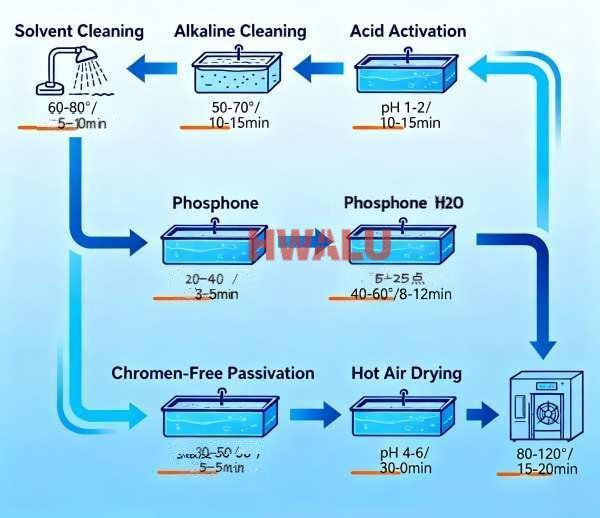
CT-C. Quy trình tiền xử lý lớp phủ trước cho đĩa nhôm (Liên kết chính để đảm bảo chất lượng lớp phủ)
Quá trình tiền xử lý ảnh hưởng trực tiếp đến độ bám dính và độ bền của lớp phủ, đòi hỏi một quy trình làm việc được tiêu chuẩn hóa “khử nhiễm – loại bỏ rỉ sét – chuyển đổi – điều chỉnh”. Các thông số cho từng bước được thể hiện trong bảng dưới đây:
| Bước tiền xử lý |
Phương pháp xử lý |
Thông số thuốc thử/thiết bị |
Điều kiện hoạt động (Nhiệt độ/Thời gian) |
Các chỉ số hiệu suất cốt lõi |
Các loại lớp phủ phù hợp |
| Khử nhiễm bề mặt |
Làm sạch dung môi |
n-Hexan/Isopropanol (VOC <100g/L) |
20-40oC / 5-10phút |
Tỷ lệ loại bỏ dầu ≥98%, độ sạch bề mặt ≤Lớp 1 |
Tất cả các loại lớp phủ |
| Khử nhiễm bề mặt |
Làm sạch bằng kiềm |
NaOH (5%-8%) + chất hoạt động bề mặt (0.5%-1%) |
40-60oC / 5-8phút |
Tỷ lệ loại bỏ dầu động vật/thực vật ≥95%, giảm trọng lượng chất nền 1g/m2 |
Anodizing, sơn tĩnh điện |
| Loại bỏ rỉ sét & Kích hoạt |
Kích hoạt axit |
HNO₃ (10%-15%) + HF (0.5%-1%) |
20-30oC / 2-5phút |
Tỷ lệ loại bỏ màng oxit tự nhiên 100%, Ra=0,3-0,5μm |
Anodizing, lớp phủ fluorocarbon |
| Loại bỏ rỉ sét & Kích hoạt |
Kích hoạt phun cát |
Cát thạch anh (80-120 lưới), áp suất 0,3-0,5MPa |
Nhiệt độ phòng / Khoảng cách 15-20cm |
Độ nhám bề mặt đồng đều, cặn bụi 5mg/m2 |
Sơn tĩnh điện, lớp phủ điện di |
| Xử lý phim chuyển đổi |
Xử lý phốt phát |
Dung dịch phosphat gốc kẽm (Zn²⁺ 10-15g/L) |
35-45oC / 10-15phút |
Độ dày màng photphat 5-8nm, Hàm lượng P ≥1,5g/m2 |
Sơn tĩnh điện, lớp phủ điện di |
| Xử lý phim chuyển đổi |
Sự thụ động của cromat |
Dung dịch cromat (Cr⁶⁺ 2-5g/L) |
20-30oC / 3-5phút |
Phim thụ động óng ánh, độ bám dính ≥5B |
Lớp phủ điện di (Tuân thủ RoHS) |
| Xử lý phim chuyển đổi |
Thụ động không chứa crom |
Giải pháp thụ động dựa trên zirconium (Zr⁴⁺ 1-3g/L) |
25-35oC / 5-8phút |
Độ dày màng thụ động không chứa crom 3-5nm, khả năng chống phun muối được cải thiện bằng cách 25%-30% |
Anodizing, lớp phủ fluorocarbon |
| Điều chỉnh bề mặt |
Đánh bóng tốt |
800-1200 Giấy nhám nhám (đánh bóng ướt) |
Nhiệt độ phòng / Áp suất đánh bóng 0,1-0,2MPa |
Ra=0,2-0,3μm, độ phẳng bề mặt .10,1μm |
Lớp phủ tản nhiệt điện tử |
| Điều chỉnh bề mặt |
Sấy không khí nóng |
Không khí nóng (80-100oC), tốc độ không khí 1-2m/s |
80-100oC / 10-15phút |
Độ ẩm bề mặt 0,5%, không có vết nước để lại |
Tất cả các loại lớp phủ |
CTNH-D. Chiến lược bảo trì toàn bộ vòng đời cho lớp phủ đĩa nhôm
A.Bảo trì hàng ngày: Định hướng phòng ngừa để giảm thiệt hại
- Đĩa nhôm cho thực phẩm Liên hệ (ví dụ., Chảo chống dính)
-
- Vệ sinh: Sử dụng một miếng vải mềm (tránh len thép) nhúng vào chất tẩy rửa trung tính (pH 6-8) để làm sạch; cấm ngâm lâu (30 phút) trong axit mạnh (ví dụ., giấm trắng) hoặc chất kiềm (ví dụ., baking soda).
-
- Cách sử dụng: Tránh cháy khô (nhiệt độ 250oC) và tác động mạnh (ví dụ., thìa gõ) để tránh trầy xước lớp phủ (vết trầy xước 5μm có thể được sửa chữa, trong khi trầy xước >10μm yêu cầu sơn lại).
- Đĩa nhôm chịu thời tiết ngoài trời (ví dụ., Trung tâm bánh xe ô tô)
-
- Vệ sinh thường xuyên: Rửa sạch bằng nước sạch mỗi lần 1-2 tuần để loại bỏ bụi và cặn mưa axit; thực hiện làm sạch sâu bằng chất tẩy rửa trung tâm bánh xe đặc biệt (pH 7-9) mọi 3 tháng để tránh tích tụ muối.
-
- Sự bảo vệ: Xịt chất bảo vệ chịu được thời tiết (ví dụ., dựa trên silane) mỗi năm một lần trước mùa mưa để cải thiện tính kỵ nước (góc tiếp xúc ≥100%) và kéo dài thời gian phun muối bằng cách 20%.
- Đĩa nhôm để tản nhiệt điện tử (ví dụ., Tản nhiệt LED)
-
- Loại bỏ bụi: Thổi sạch bụi bề mặt bằng khí nén (áp suất 0,1-0,2MPa) mọi 3 tháng để tránh bụi tích tụ làm giảm khả năng tản nhiệt (độ dày bụi >10μm làm giảm độ dẫn nhiệt bằng 15%).
-
- Kiểm soát môi trường: Tránh sử dụng ở nơi có độ ẩm cao (RH >85%) hoặc môi trường bị ô nhiễm dầu; nếu dầu làm bẩn bề mặt, lau bằng isopropanol (rượu bị cấm để ngăn ngừa sưng tấy lớp phủ).
B. Kiểm tra thường xuyên: Phát hiện kịp thời lỗi sớm
- Kiểm tra trực quan: Tiến hành kiểm tra trực quan hàng tháng và ghi lại xem lớp phủ có các khuyết điểm sau không:
-
- Sự đổi màu: Chênh lệch màu ΔE >3.0 (được kiểm tra bằng máy đo màu, GB/T 11186.3-1989) – điều tra xem nguyên nhân là do lão hóa do tia cực tím hay quá trình oxy hóa ở nhiệt độ cao.
-
- Lột vỏ: Vùng bong tróc cục bộ >1cm2 – phân tích xem đó là do độ bám dính không đủ hay do ăn mòn bề mặt.
-
- Vết xước: Độ sâu >5mm (được kiểm tra bằng máy đo độ dày lớp phủ, GB/T 4956-2003) – đánh giá xem chức năng có bị ảnh hưởng hay không (ví dụ., vết xước trên lớp phủ cách điện làm giảm điện trở cách điện).
- Kiểm tra lại hiệu suất: Tiến hành các bài kiểm tra hiệu suất chính mỗi 6-12 tháng:
-
- độ bám dính: Kiểm tra lại bằng phương pháp cắt ngang – nếu độ bám dính giảm từ 5B xuống 4B, thực hiện sửa chữa cục bộ; nếu nó giảm xuống dưới 3B, tiến hành sơn lại tổng thể.
-
- Chống ăn mòn: Tiến hành thử nghiệm phun muối trên diện rộng (giấy thử nghiệm phun muối địa phương, ISO 10289) – nếu vùng giấy thử bị đổi màu >10%, tăng cường bảo trì chống ăn mòn.
-
- Chức năng: Kiểm tra lại điện trở cách điện/độ dẫn nhiệt của đĩa nhôm điện tử – nếu mức giảm vượt quá 20%, thay thế lớp phủ.
C. Sửa chữa lỗi: Đề án sửa chữa theo cấp độ
- Thiệt hại nhỏ (ví dụ., Vết xước nhỏ, Sự đổi màu cục bộ)
-
- Quy trình sửa chữa: Đánh bóng vùng bị hư hỏng bằng 400-600 giấy nhám (mở rộng khu vực được đánh bóng để 2-3 lần khu vực bị hư hỏng để tránh các bước); sau khi làm sạch, áp dụng sơn sửa chữa phù hợp (ví dụ., chất lỏng sửa chữa anodizing, bột sửa chữa sơn tĩnh điện); chữa ở cùng nhiệt độ với lớp phủ ban đầu (ví dụ., 180-200oC trong 15-20 phút đối với sơn tĩnh điện).
-
- Yêu cầu về hiệu suất: Sau khi sửa chữa, độ bám dính ≥4B, chênh lệch màu ΔE 2.0, và các chỉ số chức năng được khôi phục về hơn 90% của lớp phủ ban đầu.
- Thiệt hại vừa phải (ví dụ., Lột da cục bộ, Vết xước >10μm sâu)
-
- Quy trình sửa chữa: Đánh bóng vùng vừa bóc vỏ bằng 120-240 giấy nhám để lộ chất nền; thực hiện lại tiền xử lý cục bộ (tẩy nhờn → làm sạch bằng axit → thụ động); phun lớp phủ giống như lớp ban đầu; sau khi chữa khỏi, thực hiện đánh bóng tốt với 800 giấy nhám để đảm bảo độ phẳng bề mặt (Ra ≤0.8μm).
-
- Phạm vi ứng dụng: Đĩa nhôm có diện tích hư hỏng 10% - tuổi thọ sau khi sửa chữa có thể đạt tới 80% của lớp phủ ban đầu.
- Thiệt hại nghiêm trọng (ví dụ., Lột da diện rộng, Lớp phủ nứt, Ăn mòn bề mặt)
-
- Quy trình xử lý: Tiến hành tẩy sơn tổng thể (sử dụng chất tẩy sơn kiềm: NaOH 8%-12%, nhiệt độ 50-60oC, thời gian 30-60 phút, tỷ lệ tước sơn ≥98%); sau đó thực hiện lại toàn bộ quá trình tiền xử lý và phủ, kiểm soát chặt chẽ các thông số quy trình để phù hợp với lớp phủ ban đầu.
-
- Ghi chú: Sau khi tẩy sơn, kiểm tra độ dày nền (ăn mòn giảm cân 5%); nếu độ dày nền nhỏ hơn 90% về giá trị thiết kế, thay đĩa nhôm.
CT-E. Xác minh các trường hợp ứng dụng điển hình
MỘT. Đĩa nhôm cho dụng cụ nấu nướng (Đáy chảo chống dính)
- Thông số nền: 1060 đĩa nhôm (nóng nảy, đường kính 260mm, độ dày 3 mm, Ra=0,4μm)
- Lựa chọn lớp phủ: Anodizing cứng (độ dày 15-20μm) + lớp phủ PTFE cấp thực phẩm (độ dày 10-15μm)
-
- Lý do lựa chọn: Anodizing cung cấp độ cứng cao (HV ≥350) và độ bám dính; Lớp phủ PTFE mang lại đặc tính chống dính (góc tiếp xúc ≥110°) và tuân thủ an toàn thực phẩm (đáp ứng FDA 21 CFR 175.300).
- Quá trình tiền xử lý: Làm sạch bằng kiềm (NaOH 6%, 50oC, 8phút) → hoạt hóa axit (HNO₃ 12% + HF 0.8%, 25oC, 3phút) → thụ động không chứa crom (Zr⁴⁺ 2g/L, 30oC, 6phút) → sấy không khí nóng (90oC, 12phút)
- Các biện pháp bảo trì: Vệ sinh hàng ngày bằng vải mềm; kiểm tra tính toàn vẹn của lớp phủ mỗi 6 tháng; sửa chữa các vết xước nhỏ bằng chất lỏng sửa chữa PTFE.
- Hiệu ứng ứng dụng: Tuổi thọ sử dụng đạt 3 năm (1.5 năm đối với lớp phủ thông thường); không bị hư hại sau khi đốt khô ở 250oC trong 30 phút; không có sự di chuyển kim loại nặng trong các thử nghiệm tiếp xúc với thực phẩm.
B. Đĩa nhôm cho trục bánh xe ô tô
- Thông số nền: 6061 đĩa nhôm (T6-tính khí, đường kính 18 inch, độ dày 8mm, Ra=0,6μm)
- Lựa chọn lớp phủ: Phốt phát dựa trên kẽm (độ dày màng 6nm) + sơn bột polyester (độ dày 80-100μm, cộng với lớp phủ trong suốt 20μm)
-
- Lý do lựa chọn: Sơn tĩnh điện cung cấp khả năng chống phun muối trung tính 1500 giờ và chống lão hóa tia cực tím 1000 giờ (ΔE ≤1.5); Lớp phủ trong suốt cải thiện khả năng chống trầy xước (độ cứng bút chì 2H).
- Quá trình tiền xử lý: Làm sạch dung môi (isopropanol, 30oC, 5phút) → phun cát (100-cát thạch anh dạng lưới, 0.4MPa) → photphat hóa (Zn²⁺ 12g/L, 40oC, 12phút) → sấy không khí nóng (80oC, 10phút)
- Các biện pháp bảo trì: Rửa sạch bằng nước sạch mỗi lần 2 tuần; làm sạch bằng chất tẩy rửa trung tâm bánh xe mỗi lần 3 tháng; phun chất bảo vệ silane hàng năm.
- Hiệu ứng ứng dụng: Không bị đổi màu hay bong tróc sau khi sử dụng 2 năm sử dụng ngoài trời; chiều rộng ăn mòn ở mặt cắt ngang ≤0,5mm sau thử nghiệm phun muối, đáp ứng tiêu chuẩn ngành ô tô (QC/T 1022-2015).
CTNH-F. Kết luận và triển vọng
Việc lựa chọn lớp phủ đĩa nhôm phải tuân theo logic cốt lõi của “yêu cầu kịch bản – kết hợp hiệu suất – khả năng thích ứng chất nền”. Cần ưu tiên làm rõ những hạn chế chính như an toàn thực phẩm, khả năng chống chịu thời tiết, và cách nhiệt. Độ bám dính của lớp phủ được đảm bảo thông qua quá trình tiền xử lý (khử nhiễm – chuyển đổi – điều chỉnh), và tuổi thọ sử dụng được kéo dài thông qua các chiến lược bảo trì theo từng tình huống cụ thể (phòng ngừa hàng ngày – kiểm tra thường xuyên – sửa chữa theo cấp độ). Các trường hợp cho thấy việc lựa chọn và bảo trì khoa học có thể tăng tuổi thọ của lớp phủ đĩa nhôm lên 50%-100% và giảm chi phí toàn bộ vòng đời hơn 30%. Mới được thêm vào “Bảng nhu cầu kịch bản ứng dụng” Và “Bảng thông số quy trình tiền xử lý” tinh chỉnh thêm dữ liệu kỹ thuật quan trọng, cung cấp các tiêu chuẩn vận hành có thể thực hiện trực tiếp cho hoạt động sản xuất thực tế.
Định hướng phát triển trong tương lai nên tập trung vào: 1. R&D của lớp phủ thân thiện với môi trường (ví dụ., thụ động không chứa crom, sơn bột gốc nước có phát thải VOC <50g/L); 2. Lớp phủ tích hợp chức năng (ví dụ., sơn tự phục hồi vết xước tự phục hồi trong vòng 12h; lớp phủ tích hợp cách nhiệt dẫn nhiệt có độ dẫn nhiệt ≥1,0W/(m·K) và điện trở cách điện ≥10¹²Ω); 3. Bảo trì thông minh (ví dụ., cảm biến giám sát sức khỏe lớp phủ để cảnh báo lỗi theo thời gian thực), đẩy mạnh nâng cấp công nghệ phủ đĩa nhôm theo hướng “hiệu quả cao, thân thiện với môi trường, và trí thông minh”.
