Alüminyum Disklerin Yüzey Kaplamalarında Seçim ve Bakım Teknolojileri Araştırması
Abstract
Aluminum discs are widely used in cookware, elektronik ısı emiciler, otomotiv tekerlek göbekleri, yeni enerji pil kutuları, ve düşük yoğunlukları nedeniyle diğer alanlar (2.7g/cm³), mükemmel süneklik (uzama ≥�), ve iyi termal iletkenlik (160-230W/(m·K)). Their surface coatings need to balance requirements such as corrosion resistance, aşınma direnci, and functional adaptability (E.G., yalıtım, thermal conductivity, food contact safety). Fakat, improper coating selection or lack of maintenance can reduce service life by 30%-50%. Based on the substrate characteristics of aluminum discs and core requirements of different application scenarios, this paper systematically analyzes the key dimensions for coating selection (scenario requirements, performance indicators, substrate adaptability), compares technical parameters and application scopes of mainstream coating types (Eloksal, powder coating, electrophoretic coating, fluorocarbon coating), elaborates on core points of pre-coating pretreatment processes, and proposes full-lifecycle maintenance strategies for different scenarios. Combined with industry standards such as GB/T and ISO and typical application cases, the effectiveness of the proposed schemes is verified, providing technical support for the engineering application of aluminum disc coatings.
HW-A. giriiş
During processing and service, aluminum discs tend to form a natural oxide film with uneven thickness (Al₂O₃ thickness: 2-5nm) on their surface. The corrosion resistance (neutral salt spray test ≤24h) and functionality of this film are far from meeting practical needs, requiring coating enhancement. According to data from the China Nonferrous Metals Industry Association, the scrap rate of aluminum discs due to coating failure in China reached 8.7% içinde 2024, ile “incorrect selection” muhasebeleştirme 42% of failure causes and “lack of maintenance” muhasebeleştirme 35%. Örneğin, using industrial-grade powder coatings (containing heavy metals such as lead and cadmium) on aluminum discs for cookware poses food safety risks; aluminum discs for outdoor automotive wheel hubs without weather-resistant coatings will experience discoloration and peeling within one year. Öyleyse, establishing a scientific coating selection method and maintenance system is of great significance for improving the quality stability of aluminum disc products and reducing full-lifecycle costs.
HW-B. Core Dimensions and Technical Bases for Coating Selection of Aluminum Discs
A. Demand Analysis Based on Application Scenarios
Core requirements for aluminum disc coatings vary significantly across different fields, and key constraints in each scenario must be clarified first, as detailed in the table below:
| Application Scenario Type |
Core Demand Direction |
Key Performance Indicators |
Applicable Industry Standards |
Prohibited Requirements |
Typical Product Cases |
| Food Contact Field |
Safety + Temperature Resistance + Easy Cleaning |
Heavy metal migration ≤1mg/kg, temperature resistance ≥200℃, contact angle ≥90° |
FDA 21 CFR 175.300, Büyük Britanya 4806.10-2024 |
Prohibit solvent-based coatings (VOCs >10mg/m³) and BPA-containing coatings |
Non-stick pan bottoms, tableware trays |
| Electronic Heat Dissipation Field |
Thermal Conductivity + Insulation + Damp Heat Resistance |
Thermal conductivity ≥0.8W/(m·K), insulation resistance ≥10¹²Ω, no failure after 1000h damp heat resistance test |
GB/T 5169.10-2020, IEC 60664-1 |
Coating thickness >50μm (impairs heat dissipation), temperature resistance < -40℃ or >180℃ |
LED heat sinks, battery tabs |
| Outdoor Weather-Resistant Field |
UV Resistance + Salt Spray Resistance + Impact Resistance |
QUV 1000h ΔE ≤2.0, salt spray resistance ≥1000h, impact resistance ≥50kg·cm |
GB/T 1865-2009, ISO 11507 |
Pencil hardness <2H (easily scratched), weather resistance <1000H |
Automotive wheel hubs, outdoor decorative parts |
| Industrial Wear-Resistant Field |
High Hardness + Low Friction + Chemical Resistance |
HV ≥300, friction coefficient ≤0.3, no swelling after 1000h oil immersion |
GB/T 1768-2021, ISO 4628-1 |
Sertlik <HV250 (easily worn), poor chemical resistance (E.G., not oil-resistant) |
Mechanical transmission wheels, conveyor accessories |
B. Constraints of Aluminum Disc Substrate Characteristics on Coating Selection
The surface state and heat treatment process of aluminum discs directly affect coating adhesion, and substrate parameters must be clarified before selection:
- Surface Roughness (Ra)
-
- Adaptation Principle: Excessively low Ra (<0.2μm) leads to insufficient mechanical interlocking force of the coating, causing easy peeling; excessively high Ra (>1.0μm) increases coating consumption and tends to trap dirt.
-
- Recommended Range: Ra=0.3-0.5μm for anodized coatings, Ra=0.5-0.8μm for powder coatings, and Ra=0.2-0.4μm for electrophoretic coatings.
- Heat Treatment State
-
- Soft-state aluminum discs (O-temper, tensile strength ≤120MPa): High ductility, suitable for subsequent stamping. Coatings with good elasticity (elongation at break ≥15%) such as flexible powder coatings should be selected to avoid cracking during forming.
-
- Hard-state aluminum discs (T6-temper, tensile strength ≥300MPa): High hardness and low deformation, suitable for static working conditions. High-hardness coatings such as hard anodizing (HV ≥400) can be selected.
- Surface Oxide Film State
-
- Natural oxide film: Porous and loose, requiring removal via pretreatment (E.G., alkaline cleaning); otherwise, coating adhesion will decrease (cross-cut adhesion ≤4B).
-
- Pretreated conversion films (E.G., phosphating film, chromate film): 5-10nm thick, capable of improving coating adhesion (cross-cut adhesion ≥5B), but must match coating types (E.G., phosphating film for powder coatings, chromate film for electrophoretic coatings).

C. Performance Comparison and Selection Recommendations of Mainstream Coating Types
Combining scenario requirements and substrate characteristics, the core parameters and application scopes of four mainstream aluminum disc coatings are summarized in the table below:
| Coating Type |
Core Composition |
Thickness Range (μm) |
Cross-Cut Adhesion |
Salt Spray Resistance (H) |
Temperature Resistance (℃) |
Thermal Conductivity (W/(m·K)) |
Food Safety Compliance |
Applicable Scenarios |
Unit Cost (RMB/m²) |
| Eloksal |
Al₂O₃ (porous/sealed) |
5-30 |
5B (integrated with substrate) |
200-1000 |
-200~250 |
15-30 (unsealed) |
Compliant (after sealing) |
Tencere, ısı yutucular, decorative parts |
15-35 |
| Powder Coating |
Epoxy Resin/Polyester |
50-120 |
5B |
500-1500 |
-40~200 |
0.1-0.3 |
Partially compliant (food-grade powder) |
Automotive wheel hubs, outdoor parts, furniture |
20-45 |
| Electrophoretic Coating |
Epoxy Resin/Acrylic Resin |
10-50 |
5B |
800-2000 |
-40~180 |
0.2-0.5 |
Non-compliant (contains amines) |
Electronic insulation parts, automotive components |
25-50 |
| Fluorocarbon Coating |
Polytetrafluoroethylene (PTFE)/Fluororesin |
10-40 |
4B-5B |
1500-3000 |
-200~260 |
0.2-0.4 |
Compliant (food-grade PTFE) |
High-end cookware, weather-resistant & wear-resistant parts |
80-150 |
D. Quantitative Selection Bases for Coating Performance Indicators
Thresholds for key performance indicators must be defined in accordance with industry standards to avoid “over-selection” or “insufficient performance”:
- Corrosion Resistance: Neutral salt spray test (GB/T 10125-2021) – ≥1000h for outdoor scenarios, ≥500h for indoor scenarios; acidic salt spray test (pH=3.0) – ≥500h for industrial environments.
- Adhesion: Cross-cut test (GB/T 9286-1998) – ≥5B (no peeling) for metal substrates; bending test (GB/T 1731-1993) – no cracking or peeling after 180° bending.
- Temperature Resistance: High-temperature aging test (GB/T 1735-2009) – color difference ΔE ≤3.0 and adhesion retention rate ≥90% after 1000h at 200℃; no embrittlement after low-temperature impact (-40℃ for 2h).
- Functional Indicators: Food contact coatings must pass migration tests (Büyük Britanya 4806.10-2024) with heavy metal migration ≤1mg/kg; insulating coatings must pass dielectric loss tests (GB/T 1408.1-2016) with dielectric loss tangent ≤0.02 (1kHz).
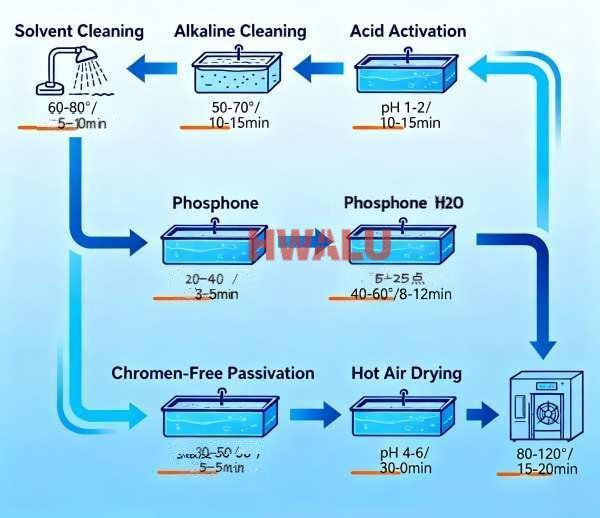
HW-C. Pre-Coating Pretreatment Processes for Aluminum Discs (Key Link to Ensure Coating Quality)
Pretreatment processes directly affect coating adhesion and durability, requiring a standardized workflow of “decontamination – rust removal – conversion – adjustment”. Parameters for each step are shown in the table below:
| Pretreatment Step |
Process Method |
Reagent/Equipment Parameters |
Operating Conditions (Temperature/Time) |
Core Performance Indicators |
Matching Coating Types |
| Surface Decontamination |
Solvent Cleaning |
n-Hexane/Isopropanol (VOCs <100g/L) |
20-40℃ / 5-10min |
Oil removal rate ≥98%, surface cleanliness ≤Grade 1 |
All coating types |
| Surface Decontamination |
Alkaline Cleaning |
NaOH (5%-8%) + Surfactant (0.5%-1%) |
40-60℃ / 5-8min |
Animal/vegetable oil removal rate ≥95%, substrate weight loss ≤1g/m² |
Eloksal, powder coating |
| Rust Removal & Activation |
Acid Activation |
HNO₃ (10%-15%) + HF (0.5%-1%) |
20-30℃ / 2-5min |
Natural oxide film removal rate 100%, Ra=0.3-0.5μm |
Eloksal, fluorocarbon coating |
| Rust Removal & Activation |
Sandblasting Activation |
Quartz sand (80-120 mesh), pressure 0.3-0.5MPa |
Room temperature / Distance 15-20cm |
Uniform surface roughness, dust residue ≤5mg/m² |
Powder coating, electrophoretic coating |
| Conversion Film Treatment |
Phosphating Treatment |
Zinc-based phosphating solution (Zn²⁺ 10-15g/L) |
35-45℃ / 10-15min |
Phosphating film thickness 5-8nm, P content ≥1.5g/m² |
Powder coating, electrophoretic coating |
| Conversion Film Treatment |
Chromate Passivation |
Chromate solution (Cr⁶⁺ 2-5g/L) |
20-30℃ / 3-5min |
Iridescent passivation film, adhesion ≥5B |
Electrophoretic coating (RoHS compliant) |
| Conversion Film Treatment |
Chromium-Free Passivation |
Zirconium-based passivation solution (Zr⁴⁺ 1-3g/L) |
25-35℃ / 5-8min |
Chromium-free passivation film thickness 3-5nm, salt spray resistance improved by 25%-30% |
Eloksal, fluorocarbon coating |
| Surface Adjustment |
Fine Polishing |
800-1200 Grit Sandpaper (wet polishing) |
Room temperature / Polishing pressure 0.1-0.2MPa |
Ra=0.2-0.3μm, surface flatness ≤0.1μm |
Coatings for electronic heat dissipation |
| Surface Adjustment |
Hot Air Drying |
Hot air (80-100℃), air velocity 1-2m/s |
80-100℃ / 10-15min |
Surface moisture content ≤0.5%, no water mark residue |
All coating types |
HW-D. Full-Lifecycle Maintenance Strategies for Aluminum Disc Coatings
A.Daily Maintenance: Prevention-Oriented to Reduce Damage
- Aluminum Discs for Food Contact (E.G., Non-Stick Pans)
-
- Cleaning: Use a soft cloth (avoid steel wool) dipped in neutral detergent (pH 6-8) for cleaning; prohibit prolonged soaking (≤30min) in strong acids (E.G., white vinegar) or alkalis (E.G., baking soda).
-
- Usage: Avoid dry burning (temperature ≤250℃) and hard impacts (E.G., spatula knocking) to prevent coating scratches (scratches ≤5μm can be repaired, while scratches >10μm require recoating).
- Outdoor Weather-Resistant Aluminum Discs (E.G., Automotive Wheel Hubs)
-
- Regular Cleaning: Rinse with clean water every 1-2 weeks to remove dust and acid rain residues; perform deep cleaning with special wheel hub cleaner (pH 7-9) every 3 months to avoid salt accumulation.
-
- Protection: Spray weather-resistant protective agent (E.G., silane-based) once a year before the rainy season to improve hydrophobicity (contact angle ≥100%) and extend salt spray life by 20%.
- Aluminum Discs for Electronic Heat Dissipation (E.G., LED Heat Sinks)
-
- Dust Removal: Blow off surface dust with compressed air (pressure 0.1-0.2MPa) every 3 months to prevent dust accumulation from impairing heat dissipation (dust thickness >10μm reduces thermal conductivity by 15%).
-
- Environmental Control: Avoid use in high-humidity (RH >85%) or oil-contaminated environments; if oil contaminates the surface, wipe with isopropanol (alcohol is prohibited to prevent coating swelling).
B. Regular Inspection: Timely Detection of Early Failure
- Visual Inspection: Conduct monthly visual checks and record whether the coating has the following defects:
-
- Discoloration: Color difference ΔE >3.0 (tested with a colorimeter, GB/T 11186.3-1989) – investigate whether it is caused by UV aging or high-temperature oxidation.
-
- Peeling: Local peeling area >1cm² – analyze whether it is due to insufficient adhesion or substrate corrosion.
-
- çizikler: Depth >5μm (tested with a coating thickness gauge, GB/T 4956-2003) – evaluate whether functionality is affected (E.G., scratches on insulating coatings reduce insulation resistance).
- Performance Retesting: Conduct key performance tests every 6-12 months:
-
- Adhesion: Retest via cross-cut method – if adhesion decreases from 5B to 4B, perform local repair; if it drops below 3B, conduct overall recoating.
-
- Corrosion Resistance: Conduct small-area salt spray tests (local salt spray test paper, ISO 10289) – if the discolored area of the test paper >10%, strengthen anti-corrosion maintenance.
-
- Functionality: Retest insulation resistance/thermal conductivity of electronic aluminum discs – if the decrease exceeds 20%, replace the coating.
C. Failure Repair: Tiered Repair Schemes
- Minor Damage (E.G., Small Scratches, Local Discoloration)
-
- Repair Process: Polish the damaged area with 400-600 grit sandpaper (expand the polished area to 2-3 times the damaged area to avoid steps); after cleaning, apply matching repair paint (E.G., anodizing repair fluid, powder coating repair powder); cure at the same temperature as the original coating (E.G., 180-200℃ for 15-20min for powder coatings).
-
- Performance Requirements: After repair, adhesion ≥4B, color difference ΔE ≤2.0, and functional indicators restored to over 90% of the original coating.
- Moderate Damage (E.G., Local Peeling, çizikler >10μm Deep)
-
- Repair Process: Polish the peeled area with 120-240 grit sandpaper to expose the substrate; re-perform local pretreatment (degreasing → acid cleaning → passivation); spray the same coating as the original one; after curing, perform fine polishing with 800 grit sandpaper to ensure surface flatness (Ra ≤0.8μm).
-
- Application Scope: Aluminum discs with damaged area ≤10% – the service life after repair can reach 80% of the original coating.
- Severe Damage (E.G., Large-Area Peeling, Coating Cracking, Substrate Corrosion)
-
- Treatment Process: Conduct overall paint stripping (using alkaline paint stripper: NaOH 8%-12%, temperature 50-60℃, time 30-60min, paint stripping rate ≥98%); then re-perform the full pretreatment and coating process, strictly controlling process parameters to match the original coating.
-
- Notes: After paint stripping, test the substrate thickness (corrosion weight loss ≤5%); if the substrate thickness is less than 90% of the design value, replace the aluminum disc.
HW-E. Verification of Typical Application Cases
A. Aluminum Discs for Cookware (Non-Stick Pan Bottoms)
- Substrate Parameters: 1060 alüminyum diskler (O-temper, diameter 260mm, thickness 3mm, Ra=0.4μm)
- Coating Selection: Hard anodizing (thickness 15-20μm) + food-grade PTFE coating (thickness 10-15μm)
-
- Selection Rationale: Anodizing provides high hardness (HV ≥350) and adhesion; PTFE coating provides non-stick properties (contact angle ≥110°) and food safety compliance (meets FDA 21 CFR 175.300).
- Pretreatment Process: Alkaline cleaning (NaOH 6%, 50℃, 8min) → acid activation (HNO₃ 12% + HF 0.8%, 25℃, 3min) → chromium-free passivation (Zr⁴⁺ 2g/L, 30℃, 6min) → hot air drying (90℃, 12min)
- Maintenance Measures: Daily cleaning with a soft cloth; inspect coating integrity every 6 months; repair small scratches with PTFE repair fluid.
- Application Effect: Service life reaches 3 yıllar (1.5 years for conventional coatings); no damage after dry burning at 250℃ for 30min; no heavy metal migration in food contact tests.
B. Aluminum Discs for Automotive Wheel Hubs
- Substrate Parameters: 6061 alüminyum diskler (T6-temper, çap 18 inches, thickness 8mm, Ra=0.6μm)
- Coating Selection: Zinc-based phosphating (film thickness 6nm) + polyester powder coating (thickness 80-100μm, plus 20μm clear coat)
-
- Selection Rationale: Powder coating provides 1500h neutral salt spray resistance and 1000h UV aging resistance (ΔE ≤1.5); the clear coat improves scratch resistance (pencil hardness 2H).
- Pretreatment Process: Solvent cleaning (isopropanol, 30℃, 5min) → sandblasting (100-mesh quartz sand, 0.4MPa) → phosphating (Zn²⁺ 12g/L, 40℃, 12min) → hot air drying (80℃, 10min)
- Maintenance Measures: Rinse with clean water every 2 weeks; clean with wheel hub cleaner every 3 months; spray silane protective agent annually.
- Application Effect: No discoloration or peeling after 2 years of outdoor use; corrosion width at cross-cut ≤0.5mm after salt spray test, meeting automotive industry standards (QC/T 1022-2015).
HW-F. Conclusions and Prospects
The selection of aluminum disc coatings must follow the core logic of “scenario requirements – performance matching – substrate adaptability”. Priority should be given to clarifying key constraints such as food safety, weather resistance, and insulation. Adhesion of coatings is ensured through pretreatment processes (decontamination – conversion – adjustment), and service life is extended via scenario-specific maintenance strategies (daily prevention – regular inspection – tiered repair). Cases show that scientific selection and maintenance can increase the service life of aluminum disc coatings by 50%-100% and reduce full-lifecycle costs by over 30%. The newly added “Application Scenario Demand Table” Ve “Pretreatment Process Parameter Table” further refine key technical data, providing directly implementable operating standards for practical production.
Future development directions should focus on: 1. R&D of environmentally friendly coatings (E.G., chromium-free passivation, water-based powder coatings with VOCs emission <50g/L); 2. Functional integrated coatings (E.G., self-healing coatings with scratch self-healing within 12h; thermal conductive-insulating integrated coatings with thermal conductivity ≥1.0W/(m·K) and insulation resistance ≥10¹²Ω); 3. Intelligent maintenance (E.G., coating health monitoring sensors for real-time failure warning), promoting the upgrading of aluminum disc coating technology towards “high efficiency, environmental friendliness, and intelligence”.
